文件大小:150.44K
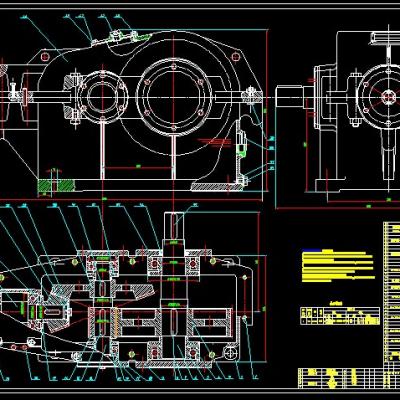
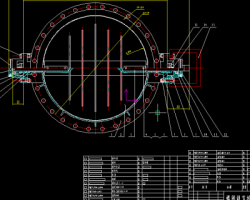
N=4KW,传动比为40的二级圆锥圆柱齿轮减速机装配图.dwg
技术要求:
1.装配前,应将所有零件清洗干净,箱体内壁涂红丹防锈油漆,外壳涂灰色油漆;
2.装轴承时,严禁用榔头直接敲击轴承内外圈(应垫铜管或软铁管,并使套圈均匀受力),轴承装配后应紧贴于轴肩或套筒端面上;
3.跑合后用涂色法检验齿面接触斑点,各级齿轮沿齿高方向不少于40%,沿齿长方向不少于50%
4.调整,固定轴承,应使锥齿轮轴上轴承留有0.04-0.07mm的轴向间隙,斜齿轮轴上轴承留有0.05-0.10mm的轴向间隙,单轴上轴承留有0.08-0.15mm的轴向间隙;
5.减速器注入320号工业齿轮(SY1172-88)至规定高度;
6.按JB1130-70的规定进行负荷实验,实验是油池温升不得超过35°c,轴承温升不得 超过40°c,密封处不得有漏有现象。