文件大小:61722.9K




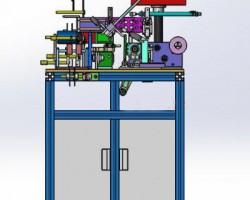
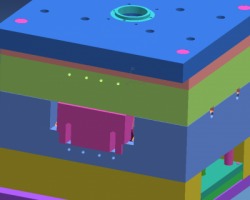
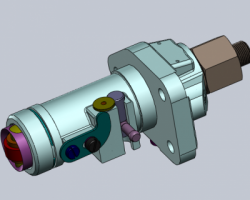
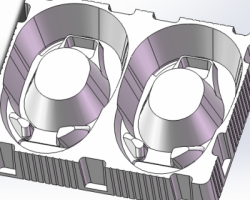
凸轮轴压装检漏机总装图,SolidWorks2014设计,包括详细的三维模型,不包含特征,可以编辑修改,机构复杂,解压后大小接近66 MB,一共286个零部件。将凸轮轴清洗干净,擦干,撒上白粉,用铜棒或小锤敲击,查看有无裂纹。 2、将凸轮轴支撑在检验平板的V形铁上(支承两端主轴颈)。 3、用外径千分尺测量各主轴径圆度圆柱度误差,检查正时齿轮颈磨损情况。 4、用磁力座百分表测量凸轮轴弯曲变形,其操作方法,将百分表放到平板中间,调整百分表 测杆,抵靠在凸轮轴中间主轴径表面上,注意预压1mm,然后慢转凸轮轴一周,大针所指最大值与最小值之差即为凸轮轴的径向圆跳动量,其值的1/2即为凸轮轴的同轴度。 5、测量凸轮的磨损情况:用凸轮样板规跨装在凸轮顶部,用塞尺测量样板与凸轮表面间隙即 为凸轮磨损量。 6、测量凸轮升程:先用外径千分尺测量凸轮基圆直径,再测量基圆到凸轮顶部高度,两者之 差即为凸轮升程。 7、外观检测:机油泵驱动斜齿轮表面偏心轮表面不得有严重磨损,半圆键槽不得严重磨损, 轴头螺纹损坏不得多于2牙。 8、凸轮轴的修理: (1)凸轮轴弯曲应进行冷校正。 (2)凸轮轴径磨损、凸轮磨损不大时应选择适当的修理尺寸进行磨削加工。 (3)键槽磨损可采用堆焊、机加工后重新铣槽修理,键槽磨损严重可更换。