叶轮加工是当今多轴联动数控加工最常见的实例,也是数控加工的难点之一。本文从实际出发,使用UG/CAM 五坐标编程系统对整体式叶轮进行数控编程,采用插值方式对刀轴矢量进行匀化处理,采用SWARF方法对叶片进行精加工,同时合理控制进退刀,实现了整体叶轮叶片高质量无干涉的五坐标螺旋铣削加工刀位点轨迹生成。为复杂产品的造型和数控加工提供了设计思路和方法,也给其他类型叶轮的设计与加工提供了参考方案。
作为动力机械的关键部件,整体式叶轮广泛应用于航天航空等领域,其加工技术一直是制造业中的一个重要课题。叶轮的加工质量直接影响整机的动力性能和机械效率,数控加工是目前国内外广泛采用的加工整体三元叶轮的方法。整体叶轮的加工难点主要表现在:① 三元整体叶轮的形状复杂,其叶片多为非可展扭曲直纹面;② 整体叶轮相邻叶片的空间较小,而且在径向上设有半径的减小通道越来越窄,因此加工叶轮叶片曲面时除了刀具与被加工叶片之间发生干涉外,刀具极易与相邻叶片发生干涉;③刀位规划时的约束条件多,自动生成无干涉刀位轨迹较困难。国外一般应用整体叶轮的五坐标加]二专用软件,如美国NREC 公司的MAX25,MAX2AB叶轮加工专用软件等。目前,我国大多数生产叶轮的厂家多数采用国外大型CAD/cAM 软件,如UG NX、CATIA、MasterCAM 等来加工整体叶轮。本文选用目前流行且功能强大的UG NX6.0对复杂曲面整体叶轮进行加工仿真研究。
1 整体叶轮数控加工工艺
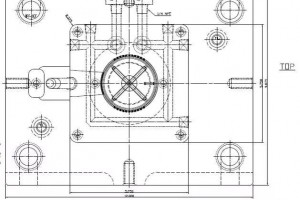
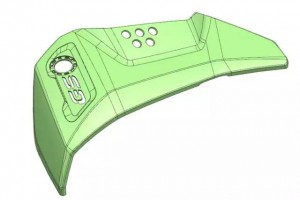
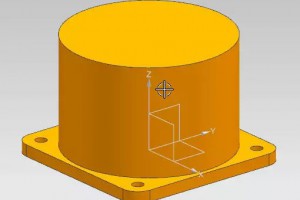
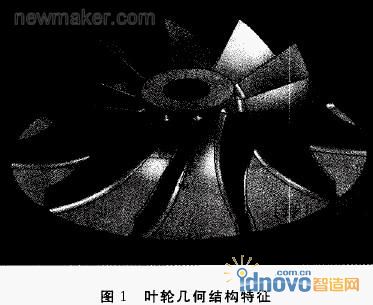
根据叶轮的几何结构特征和使用要求(如图1),其基本加工工艺流程为:① 在锻压铝材上车削加T回转体的基本形状;② 外型整体粗加工;③ 流道粗加工;④ 叶片精加T; ⑤ 对底部倒圆进行清根。
2 机床准备
DMU-100T 是从德国DMG 公司引进的一台全闭环五轴联动数控加工中心,采用主轴摆动+圆工作台旋转结构。行程参数为:X轴1 080 IT/ITI,y轴719 mm,Z轴710 mm,/3轴(主轴摆动)103°,C轴(工作台旋转)360°。该机床具有转速高、联动结构稳定性高、在轴联动技术成熟的特点。机床控制系统果用HEIDENHAIN iTNC 520 系统。利用UG Post Builder软件构建DMU-100T、机味专用的开置理。
3 刀具的选择
为提高加工效率,存进行流道开粗和流道半精加工过程中尽可能选用大直径球头铣刀。但是也要注意使刀具直径小于叶片间最小距离;在叶片精加工过过程中,应在保证不过切的前提下尽可能选择大直径球头刀,即保证刀具半径大于流道和叶片的交接部分的最大倒圆半径。在对流道和相邻叶片的交接部分进行清根时,选择的刀具半径小于流通和叶片相接部分的最小倒圆半径。
4 数控编程
4.1 粗加工
粗加工是以快速切除毛坯余量为目的,其考虑的重点是加工效率,要求大的进给量和尽可能大的切削深度,以便在较短的时间内切除尽可能多的余量。粗加工对表面质量的要求不高,因此,提高粗加工效率对曲面加工效率及降低加工成本具有重要意义。在UG加工状态下,“创建操作”对话框中。选择类型“MIL-CONTOUR”建立机床控制操作,再选择子类型“CAVITY-MILL”型腔铣。这是三轴联动的粗加工模式。选用直径为25R5的圆角铣刀加工,切削方式采用“跟随部件”,背吃刀量的0.6mm,刀具与刀具之间的步距为刀具直径的65%,部件侧面与底面留余量0.5mm。
4.2 开槽与扩槽
叶片扭曲且包角较大,刀具在通道内要合理摆动,使得刀具尽可能地接近叶片的两侧面而又不过切轮毂及轮盖。采用通常的刀轴驱动方法很难实现。刀轴插补(ToolAxis Interpolation)这一功能对于叶轮通道加丁非常有用,它通过在叶片与轮毂的交线上定义一系列的矢量以控制刀轴,轮毂面上其余刀具位置点的刀轴矢量由U、V 双向线性插值或样条插值获得。这样,刀轴能很好地按照加工的需要而得到控制。在不过切的情况下,最大限度地减少叶片面与轮毂之问的残留区。边界矢量的定义是一个十分细致的工作,其基本原则是避免刀轴的突变,保证刀轴平滑变化。
在创建操作对话框中,选择类 “mill_multi_zxis”多轴铣加工操作建立模饭。选择“VARIABLE_CONTOUR”子类型变轴铣.几何体选择整体叶轮。为了避免有过切现象,选择流道两侧的面为干涉检查面。选择驱动方式为“表面积”。刀轴选择“插补”,选用直径为20 mm 的球刀加工。选择多重深度切削,步进方式采用增量式,增量值为0.5mm。部件留余量为0.3mm。加工时需要考虑进刀退刀的问题,在非切削参数设置界面,选择“传递快速”区域之间下拉条中定义好逼近、离开、移刀运动的设置。其中“安全设置”设置为“球”半径选择250mm。用刀路变换命令加工其余流道曲面。
4.3 叶片精加工
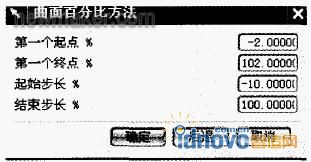
SWARF 方法也叫侧刃或表面驱动法,SwARF驱动刀轴随叶片直纹面的U 向或V向连续变化,刀具底部接触轮毂面。侧面接触叶片表面形成单条刀路,从而实现叶片的精加工。在创建操作对话框中,选择类型“mill_multi_zxis”多轴铣加工操作建立模板,选择“VARIABLE_CONTOUR”子类型变轴铣。选择驱动方式为“表面积”,为了加工到位,曲面百分比方法设置如图。刀轴选择“侧刃驱动”,切削模式选择单向。选用直径为20 mm 的球刀加工,部件留余量为0。产生的刀具路径如图6所示,用刀路变换命令加工其余叶轮曲面。
4.4 流道精加工
同样选择类型“mill_multi_zxis”多轴铣加工操作建立模板,选择“VARIABLE_CONTOUR”子类型变轴铣。几何体选择整体叶轮,为了避免有过切现象,选择流道两侧的面为干涉检查面,选择驱动方式为“表面积”,刀轴选择“插补”步进方式采用“残余波峰高度”,残余高度为0.005 mm,选用直径为20mm的球刀加工。用刀路变换命令加工其余流道曲面。
4.5 叶片底部圆角清根加工
同样选择类型“mill_multi_zxis”多轴铣加工操作建立模板,选择“VARIABLE_CONTOUR”子类型变轴铣。几何体选择根部圆角部位,选择驱动方式为“表面积”,刀轴选择“相对于驱动体”步进方式采用数字控制模式,步数为15步,设置非切削移动参数→传递/连接选项→区域之间→“安全设置”为“球”,半径选择200 mm,刀具使用R8的球刀,用刀具路径变换命令加工其余叶片底部圆角。
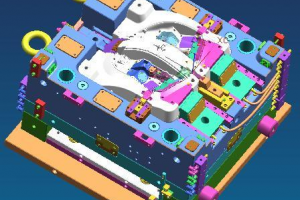
4.6 机床模拟加工仿真
UG系统自带有3种类型的五轴机床。本文选用其中的回转/摆动型机床进行虚拟仿真加工。摆头旋转轴是B轴,转台旋转轴是C轴。通过机床导航器调入机床组件和刀具组件。叶轮零件安放在转台上面即可进行加工仿真。
5 结束语
本文利用UG NX6.0软件对整体叶轮进行了加工仿真,合理选择了加工使用的刀具和机床,并针对流道和叶片的几何特征确定了刀轴的控制方式,选择了适当的刀具轨迹驱动方法进行了流道和叶片加工轨迹生成。
文中介绍的对流道的加工采用刀具轴插补加工。这种方式可以通过在指定的点定义矢量方向来控制刀具轴,当驱动或零件几何体非常复杂,又没有附加刀具轴控制几何体时,插补 具轴可以控制剧烈的刀具轴变化,调节刀轨,避免碰到障碍物。指定的矢量越多,对刀具轴的控制越多。使用这种方法时,驱动几何体引导刀具侧刃,零件几何体引导刀具底部,可以控制输出很好的加工刀轨,加工出来的曲面质量。
对于五轴加工来说,最难最重要的是避免发生干涉。本文对流道和底部圆角加工时对刀具的进退刀进行了控制,依据叶轮的特征,区域之间快速移动时以球的方式控制刀轴的移动,使刀轨变得更清晰,这样不仅提高加工效率,而且使加工变得更加安全。