纵观机械制造行业,随着经济的高速发展和科学的不断进步,高速度、高质量、高效率逐渐被广大公司所追求,于是先进的制造技术就被提上日程。新技术不断应用,新材料、新结构不断涌现,整体结构、大尺寸零件,复杂结构、型面复杂、薄壁等难加工零件被更多地设计应用,而高速加工(HSM或HSC)技术被应用,它能解决新材料的加工问题,适应形状复杂的3D曲面加工,从而减少和避免采用费时、费钱的电火花加工。高速复合加工还可以减少工件搬运次数、装夹次数,避免重复定位带来的加工误差等,提高了加工质量及加工效率。但是高速加工不是简单使用现有的工具通过提高主轴转速和进给就可以实现的,除了具有硬件条件(机床、刀具、工厂环境等)外,还需要有相适应的数控程序。
GibbsCAM是CAM软件业界公认易学易用的领导者,提供了简单易学,功能强大的加工解决工具. GibbsCAM的用户界面不仅易学,而且使用方便。 GibbsCAM最强大的使用者是车间工程师。 GibbsCAM软件提供全面的金属切削工具,从基本的铣加工到车削中心再到旋转工作台,从3轴到5轴的联动加工,复杂的多任务加工再到线切割实现无缝集成。 GibbsCAM的宗旨是易学易用,效率高,学习时间短,GibbsCAM对你来说是最好的工具。
本文仅从GibbsCAM高速加工的编程方法角度来探讨GibbsCAM软件在高速加工中是如何处理的?
首先我们看一下高速加工相对传统加工的优势有哪些?与传统加工方式相比,在常规切削加工中备受困扰的一系列问题,通过高速切削加工的应用得到了解决,高效的材料去除率使得加工成本降低、较小的切削力可以极大的减少加工系统力的变形,并且高速切屑可以带走切削热,以便减小工件的热变形。
1. 我们以一薄壁零件的加工来阐述GibbsCAM软件的Volumill策略在高速加工中的应用。
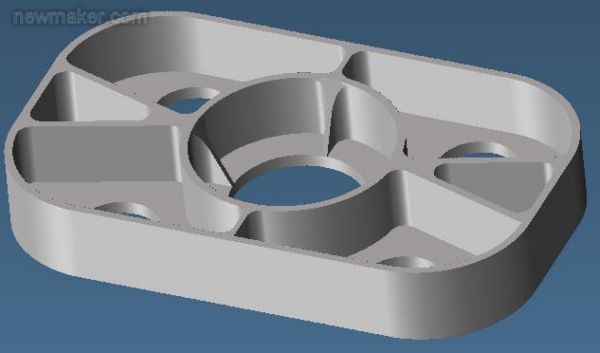
图1. 薄壁零件
2. 首先我们采用传统策略来编程序,然后看看有哪些不足点,然后我们再分析相对传统加工GibbsCAM的Volumill策略的优势在哪?
2.1 采用传统3D去除毛坯策略,相应的参数如下图所示:

图2. 传统方式编程界面
2.2 GibbsCAM软件可以对2D线框和3D曲面、实体进行刀路计算,针对此零件刀路计算结果我们来进行一个简单的分析,如下图示:
图3. 传统方式刀路
2.3 分析可知:传统加工策略虽然可以根据3D图进行最优化的刀具路径的计算,但是刀路结果造成角落圆角刀具受力不均,因为是高速加工状态,刀具受力切削不均匀会造成刀具的损坏;同时还产生了部分空刀路径,这样对刀具的磨损和加工时间的浪费是比较严重的。
3. 通过对高速加工所需要比较合适的条件,高速开粗策略我们希望最好能够实现如下几点:
在切削过程中因切削层金属面积发生变化, 导致刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。 可通过以下措施保持切削条件恒定,从而获得良好的加工质量:
(1)通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡, 以提高刀具寿命和加工质量。
(2)应避免刀具轨迹中走刀方向的突然变化,以免因局部过切而造成刀具或设备的损坏。
(3)应保持刀具轨迹的平稳,避免突然加速或减速 。
(4)下刀或行间过渡部分最好采用斜式下刀或圆弧下刀,避免垂直下刀直接接近工件材料。
3.1 针对以上几点归纳,我们再看一下GibbsCAM的Volumill策略计算出来的刀具路径又是如何的?
图4. Volumill计算的刀路
3.2 GibbsCAM软件的Volumill策略根据3D图形的特点,以及针对高速加工所需要的条件,生成了既能保护刀具又能实现高速加工的刀路轨迹,针对此工件,它的工艺安排是先将圆角大毛坯均匀去除,然后再实现边界毛坯的去除操作,这样做首先可以保证每刀的吃刀量一致,并且全部圆弧逼近,在拐角处不会因为急速转角而造成机床、工件和刀具的变形:
图5. Volumill切削
3.3 GibbsCAM的Volumill不仅支持2D线框加工,同时也可以支持3D实体编程,并且可以根据相关参数进行其他所需要的参数的计算:
图6. Volumill界面
3.4 GibbsCAM针对高速加工路径均输出圆弧坐标:
图7. G代码
3.5 为了验证GibbsCAM软件的Volumill在高速加工中应用比传统策略的优势之处,我们做了一个与传统加工的对比,前提刀具、机床都相同,不同的是两种不同的策略做的程序:
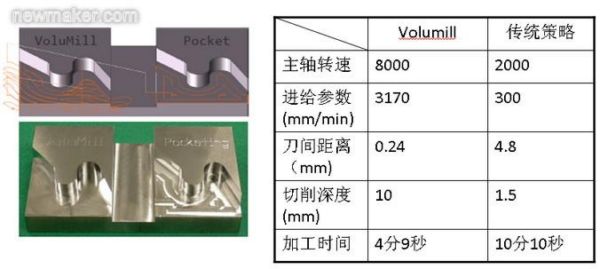
图8. 两种策略对比
3.6 加工结束后,使用的刀具对比:
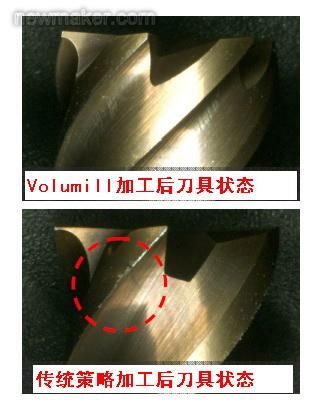
图9. 加工后刀具对比
结束语:高速加工技术是先进的加工技术,不仅涉及到高速加工工艺,而且还包括高速加工机 床、数控系统、高速切削刀具及CAD/CAM技术等。希望我们能共同为高速加工技术作贡献!!
行位、斜顶、运水、疏气坑、唧咀.....别说你不懂!
一、模胚1、客户模号打在非基准面上,字体端正整齐。2、按要求在方铁上雕上客户编号。3、ab板之间四角要做撬模角,大模40x45度;深10mm(两边计),小模25x45度;深 6mm(两边计)。4、码模坑:高(25-35)x
0评论2019-07-15558
注塑模具八大类,一定要牢记!
注塑模具的分类(1) 单分型面注塑模开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是
0评论2019-07-13344







