一些大型汽车制造商在白车身和底盘结构件上采用的抗拉强度超过590MPa的先进高强度钢占所有钢用量的比例甚至超过60%。
对大多数采用热轧钢板的底盘零部件来说,提高AHSS的用量才有望实现减重。比如说,大众公司采用了抗拉强度为780MPa的热轧钢来制造最新款帕萨特和高尔夫车型的前下控制臂(FLCA)。
现代制铁研究人员开发了抗拉强度为780MPa的先进高强度钢,具有较高的扩孔率,并将其用于前下控制臂的制造。为了对材料的性能展开评估,现代制铁与其供应商一起对材料的可靠性和强度展开了分析。双方做了一个前下控制臂样品,并对其可靠性和强度展开了测试。据研究人员透露,两个指标都取得了令人满意的结果。
一般来说,高扩孔钢的扩孔率都比较高。举列来说,540MPa级高扩孔钢的扩孔率要高于95%,而590MPa和780MPa级钢的扩孔率分别为55%和85%。
单相显微组织从理论上说是到目前为止对高扩孔钢来说一种最佳的组织。包含两个相位的钢显微组织具有较高的扩孔性能,这是因为两个相位组织之间的显微硬度的相差较小。
现代制铁所研发出的540/590MPa级高扩孔钢的原理为:在铁素体基体中形成15%的贝氏体,这种组织结构与其他双相组织(比如铁素体/贝氏体双相钢FB和孪晶诱导塑性钢TWIP)相比在显微硬度方面相差不大。众所周知,铁素体和贝氏体组织具有较为出色的扩孔性能。
生产铁素体/贝氏体双相钢,热轧钢板的冷却速度应该控制在单相铁素体范围内。这样,在铁素体基体中就可以形成约15%的贝氏体。
虽然取得较高的抗拉强度和出色的扩孔性能异常关键,但是对冷却方式的控制也非常困难。现代制铁另觅蹊径开发了新的材料,其做法是采用普通的冷却方式将精细的纳米级金属颗粒析出到单相铁素体基体中。
这种高强度、高扩孔钢的化学组成与日本JFE钢铁公司开发的钢材非常相似。不同的是,JFE公司的研究方向是钛析出物,而现代制铁研究重点是钛和铌析出物。高扩孔钢的基体为软性铁素体,包含精细的钛和铌析出相。
研究人员准备了四个实验用钢锭对其展开测试。钢锭首先放入1200℃高温熔炉中,然后锻造成50mm厚的钢板。
钢板然后再切割成200mm宽、120mm长的钢片。钢片再加热到1250℃,然后热轧成厚度为4.0mm的片材。热轧结束时温度控制在900℃。在热轧工艺后,钢板在室温下冷却,然后在高温炉中保持600℃,用于模拟热卷工艺,然后保持在炉中在室温下冷却。抗拉强度测试采用JIS 5号样品以横向方式进行,扩孔率根据标准规则进行对比测试。
测试结果显示,实验用材料的抗拉强度为800MPa,扩孔率为65%。热带轧机上产品预备材料的抗拉强度为839MPa,扩孔率亦为65%。

现代制铁开发了一款全新的高扩孔TS/780MPa热轧先进高强度钢,平衡了延伸率(EL)、扩孔率(λ)和降伏比(YS/TS)等参数,并将该材料应用于一款中型车辆底盘上的前下控制臂。
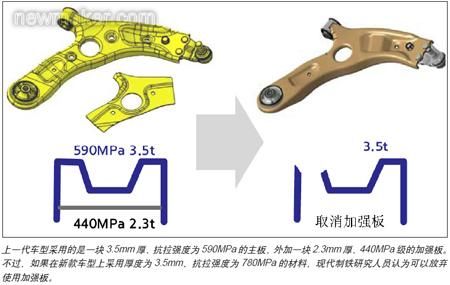
该部件由现代制铁与其供应商联合开发。之前车型采用的是一块3.5mm厚、抗拉强度为590MPa的主板,外加一块2.3mm厚、440MPa级的加强板。不过,如果在新款车型上采用厚度为3.5mm、抗拉强度为780MPa的材料,现代制铁研究人员认为可以放弃使用加强板。如果这样的话,整个部件的重量可以降低8%,从4.2kg减到3.9kg。
研究人员还进行了CAE耐久性分析。第一步是有限元模型准备和线性仿真。有限元模型由面板部分的一阶2D矩形元素和三角元素组成。球头连接部件为一阶3D四面元素。衬套的橡胶部分在分析模型中被忽略,显示为单维刚性元素。有限元模型包含了19,585个节点和40,392个元素。线性分析采用ABAQUS Solver工具。

在仿真方面,研究人员采用类似的780MPa级材料疲劳属性作为分析数据之用。研究人员进行了多次仿真,为了确保最佳设计,在仿真之前还做了许多咨询和研究工作。
与上一代车型相比,新车型横截面在G衬套和球头部分朝上增加了2mm。此外,球头凸缘的主板朝外拓展了3mm。此外还额外增加了轮缘造型部分,用于支撑球头凸缘和G衬套横截面中间部分的负荷。这些改进有望提升部件的强度。
对前下控制臂来说,由刹车和加速产生的前后方向的负荷是不同负荷条件中最主要的负荷形式。鉴于此,前后方向负荷作为耐久性分析的重点。
之前车型在加强板和主板焊接区域存在问题,没有达到OEM在耐久性方面的要求。样品在测试中也遇到了耐久性问题,同样没有达到要求。新车型在耐久性分析方面情况不同,因为加强板取消了。新车型主板和A衬套焊接区域是重点部分,整个零件也满足了OEM的要求。
当车辆通过凹凸不平的地面时,下控制臂可能因为轮胎承受的瞬间载荷而受损。针对这种情况,现代制铁针对下控制臂进行了案例对照性屈曲分析,来确定在一些负载条件下如通过凹凸不平路面时,下控制臂是否会受损。
屈曲现象在上一代车型上出现在加强板的末端,在新车型上出现在额外增加的轮缘造型附近。虽然出现的位置不同,但是屈曲强度对两者来说都是一样的。
样品和测试结果
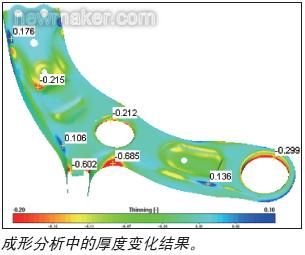
现代制铁采用的产品预备期钢材被用于产品的试制,样品的试制采用了原型模具。在样品的试制过程中没有出现成形问题。
前下控制臂安装在车辆的前横梁上。为了对其耐久性进行评估,向球头处施加了作用力。在耐久性和强度测试中,下控制臂固定在试验台上,并施加作用力。在耐久性试验中,对车辆的前后部分施加了负荷。为了确保测试的可靠性,前后共采用了三个样品。测试结果显示所有的样品都满足OEM的耐久性要求。
对测试和仿真结果进行对比发现,样品的变形形状非常相似。通过仿真和测试结果,研究人员发现球头区域强度较低,需要进一步优化以取得更好的性能。现代制铁将继续对存在的问题展开研究,希望可以提升车辆的乘驾性能,同时降低零部件产生的噪音和震动。
虽然还要进行进一步的优化,但是8%的减重效果值得期待。







