在些复合工艺,如压扁精冲,压沉孔精冲,弯曲精冲等需在连续模上进行。图1和图2所示分别为压沉孔精冲连续模和弯曲精冲连续模。
连续模分为四个工步,即预冲孔、压沉孔、冲孔、落料冲孔,完成圆柱形沉孔在飞边侧,沉孔深度达60%t的零件(见图1b)。第一工步冲出工艺定位孔,用它来控制每一工步的进料距。
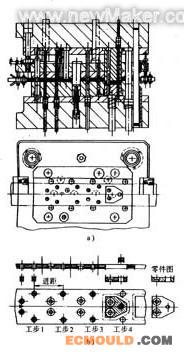
图1 压沉孔精冲连续模
a)模具图;b)工步图
图2所示为连续模分为三个工步,第一工步冲出工艺定位和切口,第二工步弯曲,第三工步冲孔落料。通过三个工步可获得弯曲角90°的精冲件。
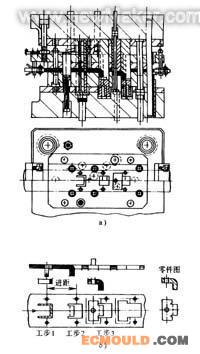
图2 弯曲精冲连续模
a)模具图;b)工步图
行位、斜顶、运水、疏气坑、唧咀.....别说你不懂!
一、模胚1、客户模号打在非基准面上,字体端正整齐。2、按要求在方铁上雕上客户编号。3、ab板之间四角要做撬模角,大模40x45度;深10mm(两边计),小模25x45度;深 6mm(两边计)。4、码模坑:高(25-35)x
0评论2019-07-15558
注塑模具八大类,一定要牢记!
注塑模具的分类(1) 单分型面注塑模开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是
0评论2019-07-13344







