a 45钢=12.32 ×10-6/0C (在20~2000C)
a球铁=11.85× 10-6/0C
由膨胀公式可知:
d=d。〔1+a(t-t。)]
式中:d—最后的直径,m
do—实物的直径,mm
a—热膨胀系数
t—工作温度,℃
to室温,℃
为了达到原生产所要求的配合间隙,则必须使:
通过以上计算,说明渗硼后的冲头外径应为Φ40-0.053-0.083。根据实际渗硼后所得到的数据中可知,经渗硼后的冲头,其外径膨胀了0.022毫米左右,,所以冲头在加工时经过最后一道磨削加工后,其外径应控制在。Φ40-0.075-0.105即Φ39.895~39.925毫米范围内,即可满足实际生产的需要。
4. 3 渗硼层表面耐蚀性
渗硼能提高45中碳钢的耐腐蚀性能,在硫酸、盐酸、柠檬酸及醋酸的稀释水溶液中分别提高50, 60, 15及4倍;在KOH及NaOH的水溶液中分别提高4与3.6倍,在NaCl水溶液中提高0.9倍。
对于渗硼表面与熔融的纯铝、铝硅合金及锌合金等相互作用的结果可参见表2
45钢渗硼表面与熔融合金的相互作用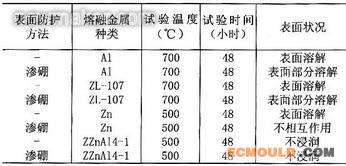

4.4 渗硼试样与氮化试样相对磨耗试验结果
磨耗试验中取氮化后及渗硼后的圆盘试样,分别代表压室及冲头的实际情况,经成对装机后,在受载50公斤下对磨,每次以测量精度为1/10000的精密天平称其失重量,以检验其磨耗程度。经223889次转动后称重,氮化试样总失重量为0.6782克,而渗硼试样为1.3414克,即渗硼试样的磨损比氮化试样高出一倍,解决了压室经使用后是否会先期磨损的顾虑,为渗硼冲头的推广应用,打下良好的基础。







