(1)绘制制品二维结构图,确定好分型面,浇口的位置及尺寸大小。
(2)采用金属零件包围制品内外表面。
(3)设置浇注系统、合模导向机构、顶出系统、加热冷却系统。
(4)按动、定模分型面绘制左右动定模的方位图。
(5)在动、定模视图中分别表示出相关零件的装配坐标位置。
(6)采用另一个视图表达未完整主视图的相关内容。
(7)在主视图下方绘出制品图,并标注产品的尺寸。
(8)标注零件序号,并列出零件明细表中的材料、件数、热处理等技术要求。
(9)在总装图中写山技术要求及模具的动作原理。
5 大型注射模主要参数校核
(1)加热流道板的热功率计算。热流道板相当于延伸了注塑机喷嘴,使得熔料流程大为缩短,有利于熔料的填充。但是采用热流道浇注系统需配备精碗的模具温度控制器,以防止熔料温度过高而烧焦。加热管功率一般凭经验按每kg热流道板需0.1-o.15kw估算,也叫按下式进行计算
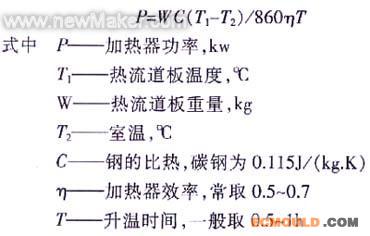
模温是影响制品质量及成型效率的一个重要因素。在使用了热流道的模具中,一方面热流道需要加热而另一方面模具需要冷却。且由于此模具体积巨大模具开始工作时模温低,需要预热,工作一段时间后模温上升超过规定温度时又需要冷却。聚丙烯(pp)的成型温度在160℃-260℃,其模具温度应控制在55℃~65℃。大型注射模最好用自来水冷却,比较经济,冷却水孔直径一般在φ8-φ12mm。
大型注射模加热装置一般为电加热棒加热,它有方便、易控制等优点,但必须防止局部过热。
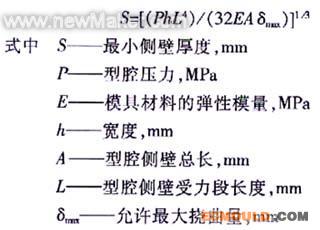
(3)型腔侧壁厚度计算。
理论分析与实践证明,大型模具的刚度是中要问题,而强度足次要问题。故成型件尺寸应以满足刚度条件为前提,聚丙烯所允许挠曲量在0.03-0.04mm。将侧壁看作是受均布载荷的固定梁模型,由挠度公式可推出允许最小侧壁厚度:

一般对大型注射模还需进行制品对型芯包紧力的计算及顶出力的校核;连接螺钉顶出杠强度校核等。可参见注时模设计手册。
6 结束语
设计保险杠大型注射模应注意的问题:
(1)应认真分析产品几何结构,选择好分型面;cae优化分析选择浇口形式、大小、数目及进浇位置。
(2)确定产品所用原材料常需要流动性好(即熔体流动指数大的塑料)、有利充模;好的机械力学特性,能保证轿车在冲击下不变形、有弹性回复;耐恶劣环境气候变化而不变形(翘曲)。
(3)大型或特大型注射模设计应考虑使用热流道或冷、热流道相结合的浇注系统。
(4)加热、冷却是大型注射模设计需要解决的一对矛盾。
(5)大型注射模顶出系统一般很复杂,常需要机械液压联合顶出。







