(6)导向与定位机构的设计。
在整个模具结构中导向与定位机构是对模具运行稳定性影响最大的因素,也直接影响到压铸件的尺寸精度。
模具的导向机构主要包括:合模导向、抽芯导向、推出导向,一般导向元件要采用特殊材料的摩擦副,起到减磨和抗磨的作用,同时良好的润滑也是必不可少的,每个摩擦副间都要设置必要的润滑油路。需要特别指出的是特大型滑块的导向结构一般采用铜质导套和硬质导柱的导向形式,配合以良好的定位形式,确保滑块运行平稳,准确到位。
图6 模具的定位机构
模具定位机构主要包括:动静型间的定位、推出复位定位、成形滑块及滑块座间的定位、型架推出部分与型框间的定位等。动静型间的定位是一种活动性质的定位,配合的准确性要求更高,小型模具可以直接采用成形镶块间的凸凹面定位,大型压铸模具必须采用特殊的定位机构,以消除热膨胀对模具定位精度的影响,另外几种定位结构是元件间的定位,是固定定位,一般采用圆销和方键定位。如图6所示,成形镶块间的凸凹面定位,保证动静型间定位准确,防止模具错边。
(7)真空、挤压、排气机构等其他设计。
除了以上所述的结构,有的模具还有真空系统、挤压机构、波板排气等特殊要求。真空系统的设计主要是密封形式的设计,要使模具成形部分之间在正常模具工作温度下保持良好的密封性,一般采用硅橡胶密封。挤压机构设计的关键是挤压时机及挤压量的控制,保证挤压效果。波板排气是一种集中排气形式,波板排气方式比较常用,特别是在壁厚较薄的铝合金压铸件、致密性要求较高的耐压件及镁合金压铸件上应用广泛;波板间隙要足够大,但又不能使合金液体在压铸过程中产生飞溅,波板间隙一般控制在0.3~0.6mm,如图7所示。
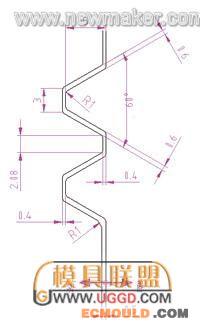
图7 波板排气结构
第四,组织专家评审并修正后设计模具2D总装图。
模具三维设计完成时要组织专家进行设计及加工工艺性评审,通过评审改进并完善设计中的不合理结构,评审的主要内容包括:浇注系统评审、热平衡系统评审、抽芯结构评审、导向机构评审、推出机构评审和加工工艺性评审等。通过大家的智慧完善整个模具设计过程。
第五,晒制模具零件蓝图及加工制造。
将设计开发完成的模具蓝图晒制出来,并下发到各个工序,进行模具的加工制造。
压铸模具加工工艺流程
合理的加工工序可以有效提高加工效率,并大幅度提高模具寿命,保证压铸件的尺寸精度。
1.加工工艺流程
压铸模具主要加工工艺流程如图8所示。
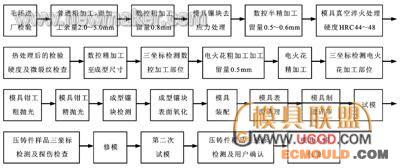
图8 压铸模具主要加工工艺流程
2.合理选择成形镶块
成形镶块的寿命基本上代表了整个模具的寿命,因此合理的选材及热处理方式非常关键。成形镶块一般选用1.2343、Dievar、ADC3、PH13等耐热模具钢。
3.选择合适的热处理方式
材料热处理方式一般由材料销售厂家进行技术指导或指定热处理厂进行,主要为粗加工后真空淬火,精加工后去应力处理。
4.表面热处理方式
铝合金压铸模的工作条件较为苛刻,要求具有较高的耐热疲劳强度、导热性、耐磨性、耐蚀性、冲击韧性、红硬性以及良好的脱模性等。然而仅靠新型模具材料的应用及必要的热处理工艺很难满足模具的使用要求,必须将各种表面处理技术应用到其表面处理中,才能达到模具高效率、高精度和高寿命的要求。近年来,各种压铸模表面处理新技术不断涌现,但总的来说可以分为三类:
(1)传统热处理工艺的改进技术。
(2)表面改性技术,包括表面热扩渗处理、表面相变强化、电火花强化技术等。
(3)涂镀技术。







