12).仿真刀具路径,透过实体仿真来观察刀具路径加工的过程
在下拉式菜单点取视角-工具列-实体仿真,打开实体仿真工具列。


点选实体仿真开始图标,然后在路径仿真工具列中选取Rough的刀具路径,再点选路径仿真工具列上开始按钮即可开始仿真。


模拟画面的结果如下:

接下来在路径仿真工具列中选取finish的刀具路径,再点选路径仿真工具列上开始按钮即可开始仿真。

模拟画面的结果如下:

仿真完成后可以点选实体仿真工具列上的退出按钮

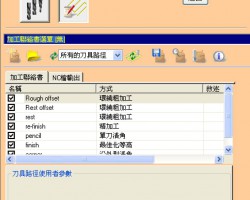
13).NC程序的输出,从对象工具列中使用鼠标右键点选设定选单。

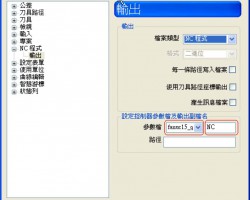
这个NC程序的设定选单,如下图所显示:

点选设定控制器参数档,选择内定控制器的POST格式。

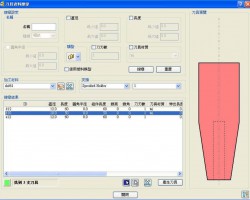
如果你已有储存项目名称,你可点选使用项目设为开。将NC程序储存在这个项目中,PowerMILL会自动帮你建立一个nc program的目录放置这些NC程序。 设定输出NC程序的附文件名,从输出档案的%[ncprogram]位置后面输入.NC 。EX: %[ncprogram].NC 点选接受 从对象工具列中的刀具路径位置处,使用鼠标右键点选产生独立的NC程序。这个操作方式,如下图所显示:

在NC程序下即产生一条Rough的粗加工NC程序

从对象工具列中的NC程序位置处,使用鼠标右键点选全部写入。

出现一个讯息框,如下图标:

完成我们这个范例的NC程序输出,你可到这个项目目录中,发现这些NC程序。
14).储存项目档
完成刀具路径与NC程序后,关闭档案前要存盘。鼠标左键点选主工具列第2个图示开启储存项目对话框


储存项目对话框内使用者指定存盘路径与文件名称,输入路径与名称后按储存按钮完成存盘动作,对话框自动关闭。
储存项目另外一个方法,选择下拉式菜单档案-结束,打开结束对话框,选择是Y,项目储存并退出PoweMILL。

加工概要说明
加工前准备事项:
了解图面,考虑整个素材形状(图面上)和现行素材差异,多余素材如何去除,去除时刀具选用和程序制作如何配合。
了解图面上是否有BOSS或顶针孔(公模)需要先行加工,如是平面就不需要考虑,如形状非平面,则加工完后再钻孔会相当麻烦,但也不能在太高平面钻深孔尤其是ø3以下钻头。
制作程序时要注意加工宽度、深度,才决定程序制作分几次进刀,刀具怎样使用。先考虑怎样用刀才决定程序制作,绝不可刀具配合程序。制作过程可多想几个加工方案,然后取用较理想方法。
整理图面Model时,有无破洞或异常处应立即反应,若加工出差错是相当麻烦的事,所以对图面清楚了解及程序尺寸复查是很重要的加工前准备事项,应该确实做好核验工作。
程序制作前公母模的坐标设定,加工指示书上坐标和基准角的标示须明确,避免造成日后合模问题。
粗加工:
因素材预留料较多,尽量使用舍弃式刀刃,加工时须注意每层下刀量(依材质而定)。
加工深度较深时,须分层制作程序依深度递减下刀量,因刀具夹持长时易造成偏摆,负荷大产生过切现象。
粗铣刀若是替换式刀头锁舍弃式刀刃须注意,因刀刃未过中心,刀头中间锁螺丝。若加工模孔时,切削量未过半,易造成中间螺丝损坏无法替换刀头(因中间无切削力)预防-可设定粗加工移除区域范围(1.2~1.5倍)或模孔填补。
下刀点最好从素材外部进刀,可避免直接下刀碰触素材产生刀刃损坏。模孔处进刀则以斜向设定为宜。
遇Model有转角角落处,须设定圆弧化,避免刀具负荷大影响刀具寿命。(尽可用赛车路径)
二次粗加工:
因刀具可能较第一次粗加工时小,转角预留材料较多须考虑图面转角R大小,注意预留量以免造成过切。刀具切进方向以顺铣偏左补正为宜(采单向切削,不然预留料较多的地方容易造成过切。
二次粗加工亦可用等高加工(传统式),注意留料处尽量避免全刀宽切削。
中铣加工:
使用球铣刀,做中铣加工之前图面有转角R处应先行逃料,可减少刀具负荷(逃料可采等高逃料或清角逃料,最好方式可用二次粗加工,平坦R角处以使用圆鼻刀效果较佳,可减少清角次数)。
精铣加工:
精修前应考虑图面R角处是否已正确去除余料,精修时尺寸较能准确控制,因R角处较易偏摆负荷大,先行逃料可使精修加工达到较佳表面精度。(加工方向尽量以顺铣为原则)。
平面2D加工:
使用圆鼻刀(圆刃式),可得较佳表面精度和提高加工速度(勿使用球刀,浪费加工时间,但此视情况)。
加工要领:
1. 确实了解图面,加工指示书的标示。2. 程序加工的优先级考虑。3. 注意做中、精铣之前,应先行R角逃料。4. 考虑刀具的负荷,程序尽可能分长刀和短刀。
常用刀具种类与刀具形状

端铣刀 圆鼻刀 球铣刀
D=20 R=0 D=20 R=5 D=20 R=10
顺铣、逆铣示意图

顺铣 逆铣
顺铣:刀具旋转方向与工件移动方向相同,称顺铣。
排屑较佳,适合中细铣加工可得表面较优。
逆铣:刀具旋转方向与工件移动方向相反,称逆铣。
避免一开始就切入工件,加工精度较差。
刀具条件与转速
概述:
切削速度将会影响您的:加工效率、工具寿命、切削动力、面粗度 进给量将会影响您的:加工效率、切削处理、切削动力、面粗度 进刀量将会影响您的:加工效率、切削处理、切削动力、尺寸精度
切削参数的计算 : 1 .转速: N=(Vc x 1000)/ π * D (rev/min)
2 .切削速度:
Vc=N * π * D / 1000 (m/min) 3 .进给速度: Vf = N * Zn*fz (mm/min) Vf = N * Zc*fz (mm/min)
4 .每转进给量:
f = Zn * fz (mm/rev)
f = Zc * fz (mm/rev)
5 . 金属切除率:
Q = ae*ap*Vf / 1000 (cm3/min)
6 . 用于圆鼻刀的切削速度与转速
Vc=N * π * Dw / 1000 (m/min)
N=(Vc x 1000)/ π * Dw (RPM)
Dw=2 *√(Ap * (D - Ap)) (mm)
注: N=转速(rev/min) Vc= 实际切削速度 (m/min) 刀具直径 (mm) Vf=进给速度 (mm/min) D=刀具直径 (mm) Dw= 有效刀具直径 (mm) f=每转进给量(mm/rev) fz=每齿进给量刀具直径 (mm) Zc=用于计算进给速度或每转进给量的有效齿数 Ap=轴向切削深度 (mm) Ae=切削宽度(mm) Zn=齿数
上述公式的相关条件,请参考刀具厂商所提供之数据。