设定提刀高度Rapid Move heights
在控制Z轴安全提刀的距离,以下将说明选单中的定义。
(注:上方的绝对高度使用在第一次下刀的高度)。
安全区域范围
平面 Plane-根据使用者设定参考面作提刀动作。
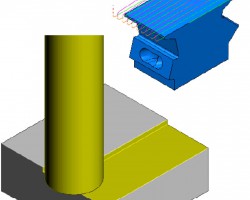
圆柱Cylinder-以圆柱为参考基准做提刀。
球 Sphere-以球体中心线参考做提刀动作。
对象 Box-以标示对象范围基准做提刀动作。
安全高 (Safe Height)-刀具在提刀时的绝对安全高度。
起始高(Start Height)-定义缓降下刀的安全距离,当选择绝对值,刀具的提刀高度都在素材以上的安全高度。
重设安全高度Rapid Move Heights-自动侦测安全高与起始高,一般内定值都在素材高度以上5mm,才是起始高度,在加上5mm才是安全高度。
套用作动路径Apply to Active Toolpath-提刀高度参数的变更,无须重新计算刀具路径。作动欲变更的刀具路径,开启选单直接点选即可。

提刀示意图:
安全高度 起始高度 快速位移 下刀速度 切削速度
下方的选项增量高度只使用在粗加工
绝对值Absolute-每次提刀都提到素材以上,并由素材上方缓降下到切削位置。
增量值Plunge-每次提刀都到素材以上,并快速移动到加工模面的起始高位置缓降下刀。
相对值Skim-每次提刀都依模型曲面提到安全高+起始高高度(粉红线段为G01移动),然后缓降下刀,计算机会自动检查模型作相对位置移动,不会产生过切现象。
设定刀具起始点

刀具在切削之前所定义的刀具起始位置。


开始点设定
方式model
选用-设定起始点的位置。
素材中心安全高Block Centre Safe Z-起始点位于素材中心上方。
第一点安全高First Point Safe Z-起始点位于路径第一个下刀位置的安全高上。
第一点First Point-起始点位于路径第一个下刀位置的缓降高度上。
绝对值Absolute-使用者可任意输入起始点位置,当然若产生干涉则对象管理区会出现警告图示。
进刀沿着-设定进刀延伸方式。
刀具轴向-沿着所设定的刀具轴向做进刀动作。
接触点法线-沿着模型接触点方向做进刀动作。
切线-沿这刀具路径的切线方向做进刀动作。
进刀距离-设定开始点进刀延伸距离。
坐标-检视开始点与结束点坐标位置。
刀具轴向-显示目前刀具轴向。
套用起始点-套用设定之参数。
结束点设定
方式model
选用-设定起始点的位置。
素材中心安全高Block Centre Safe Z-起始点位于素材中心上方。
最后一点安全高First Point Safe Z-起始点位于路径第一个下刀位置的安全高上。
最后一点First Point-起始点位于路径第一个下刀位置的缓降高度上。
绝对值Absolute-使用者可任意输入起始点位置,当然若产生干涉则对象管理区会出现警告图示。
退刀沿着-设定进刀延伸方式。
刀具轴向-沿着所设定的刀具轴向做退刀动作。
接触点法线-沿着模型接触点方向做退刀动作。
切线-沿这刀具路径的切线方向做退刀动作。
退刀距离-设定结束点退刀延伸距离。
坐标-检视开始点与结束点坐标位置。
刀具轴向-显示目前刀具轴向。
套用结束点-套用设定之参数。
点分布
依PowerMILL的点分布功能,进行适当的设定,可改善精加工的刀具路径质量。
你可由PowerMILL各个工法内的功能键来进行设定。

如下我们可改变几个设定选项来改善精加工的刀具路径质量:

输出点分布
提供四种输出类型,你可选择标准圆弧化输出、PL线模式输出圆弧、重新分布点与圆弧化输出等选项。
标准圆弧化输出-依路径公差和公差系数自动地过滤刀具路径上不必要的接触点,并维持原先圆弧路径。圆弧路径以蓝色点表示圆弧中心。

PL线模式输出原弧-和标准圆弧化输出相似,仅原先圆弧路径以PL线取代。
重新分布点-重新安排路径的接触点分布,并保持固定距离。当勾选 点分布>限
制点分布时,选择此输出类型可获得最佳化结果。
重新分布也许增加刀具路径运算时间,但是在高速机台上能提升执行流畅度,进而减少加工时间。
下图是输入了合适的最大点分布距离后所得到的结果。可见,使用新设定产生的刀具路径质量会比原设定所产生的刀具路径质量好得多。这种方法尤其适合于加工刀轴方向会持续变化的区域。


未分布点 分布点
圆弧化输出-强制产生圆弧化的刀具路径。这选项只限用于三轴刀具路径。

公差系数-将影响路径的精确度。
刀具路径的运算公差 = 设定路径公差 * 公差系数
Ex: 0.001= 0.01 * 0.1
点分布
设定刀具路径各接触点之间的最大距离。
限制点分布-当有选择重新分布点时,可勾选此选项设每点间的距离。
最大点分布距离-限定路径点与点之间的距离。
网格
网格系数-影响三角网格长度的公差,设定值需在0至1之间。定义较小的网格系数能细化模型网格,虽然会让刀具路径花费更多时间来计算,但是相对路径是比较准确的。
设定网格长度-勾选后,可设定最大网格长度
最大网格长度-自订模型最大的三角网格长度
接触点法向运算-建立刀具接触点法线运算详细数据。当机台进行3D切削补偿以及PowerMILL档案输出I、J、K向量时,必须使用此功能。
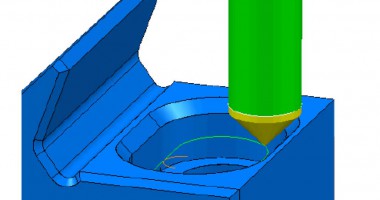
范例说明:
假设我们要加工下图所示的一个盘状零件,计算路径之前可在显示>模型 的任何位置按CTRL+Tab键,勾选显示,将出现如下之网格显示:

设定加工公差 0.01mm、公差系数0.01、网格系数0.01,勾选设定网格长度选项,在最大网格长度输入0.5值后,我们可得到下图所示的结果。可见,新产生的三角网格具有更多、更细小、的三角形,网格结构也更均匀。使用此三角网格结构产生出的刀具路径质量势必较原刀具路径质量要好得多。


网格设定前 网格设定后
PS. 设定点分布有哪些差异,如下说明:

依刀具补正后的正圆路径

标准运算
运算条件: 公差=0.01 ,公差系数= 0.5 网格系数=0.5
虽有多边形的折痕问题,但此路径皆符合公差范围。




公差设小
运算条件: 公差=0.001 ,公差系数= 0.5 网格系数= 0.5
公差设小基本上无多边形的折痕问题,但此运算路径时间较久。


标准运算路径
系数设小
运算条件: 公差=0.01,公差系数= 0.1 网格系数= 0.005
系数设小基本上较无多边形的折痕问题,此运算速度快。
建议值:点0.1~0.3 网格0.001~0.005


标准运算路径
点分布处理
运算条件: 公差=0.01 ,公差系数=点 0.1 网格系数0.005 ,最大点分布距离0.1
较前者精度好,但此运算速度较前者慢一点。


标准运算路径
圆弧化处理
运算条件: 公差=0.01 ,公差系数=点 0.1 网格系数0.001
与正圆路径亦同,达到最佳精度要求,运算速度快
公差系数视要求的精度做设定


标准运算路径
项目的开启储存
储存状态数据转换成项目目录,所谓的项目目录是在同一目录下储存POWERMILL各种有相关、但是不同种型态的档案数据,如模型文件,边界,IGES图档和NC输出文件等等数种型态的档案,项目目录的目的,为减少数据的重复与搜寻所花费的时间。
在项目目录中包含了许多不同类型的档案 ,千万不要试着去修改任一个档案,否则此项目可能无法在POWERMILL执行,