平行粗加工
以下将说明平行粗加工之相关设定及其意义。
平行粗加工操作说明
1)由下拉菜单选取档案->范例 开启名称为 speaker.dgk 之模型。
2)定义刀具为圆鼻刀,直径=20mm,圆角半径=3mm,刀长= 100mm。
3)定义素材计算方式为最小/最大值。
4)定义进给率选单,参数值自定。
5)定义提刀高度设定选单,绝对高度-设安全高度=100,起始高度=80
增量高度-设提刀类型为相对值,安全高度=2,起始高度=1。
6)定义刀具起始点选单,设定自动,素材中心安全高。

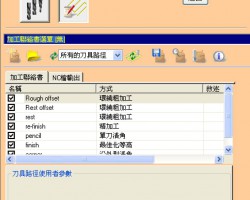
7)选取工法选单如下图所示,点选3D粗加工 → 平行粗加工选项。


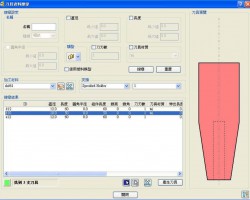
8)设定选单参数
a.名称 Rough raster

b.公差=0.1,预留量=1.0
c.刀间距=9
d.每层下刀=5.0
e.切削方向=双向
f.加工顺序=在….之前
切削方向=顺铣
g.进刀移动=斜向下刀
h.勾选圆弧平顺化
i.勾选全刀宽侦测
j.角度=手动90°
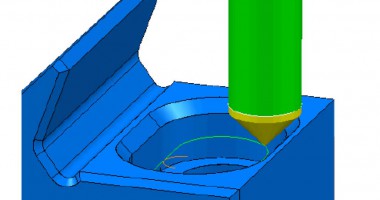
9)执行 ->取消 产生路径结果如下:

10)若需变更参数可点选以下两个选项,做路径重新计算。

编辑现有刀具路径

产生新的批次路径
平行粗加工选项说明
轮廓选项 Profiling
此参数设定只作用于平行粗加工,其作用在于当平行粗加工后,自动沿模型的外形轮廓加工一刀,以避免因平行加工所产生之三角余料。
加工顺序 When
此参数提供了四种,定义轮廓外形加工顺序:
无None – 不作轮廓外形加工。
在…之前Before – 先作轮廓外形加工再做平行加工。
随时During – 以最少提刀模式自动判断加工顺序。
在…之后After – 先作平行加工再做轮廓外形加工。
切削方向 Cutter Direction
此为定义轮廓外形加工之切削方向。
双向Any – 以不提刀双向方式加工。
顺铣Climb – 自动侦测模型顺铣方向作为加工方向。
逆铣Conventional – 自动侦测模型逆铣方向作为加工方向。
轮廓切削补正 Final Profiling Pass
这个选项设定打勾时,输入补正数值后。可在每层加工轮廓外形时,依补正值沿外型加工一刀,后再依预留量设定再沿外形铣最后一刀。如下图:


可选择每层精修或单层一刀精修
移除多余路径Remove Unnecessary Raster Spans
当以较大刀具加工时,因平行加工可设定自动轮廓外形加工,故可能造成重复之路径,所以当此参数被设定时,较小的区域将不产生平行路径,而只做外形轮廓加工以免重复路径。
全刀宽切削侦测Minimise Full Width Cuts
当使用平形粗加工时,在某些区域可能发生刀具全刀宽加工现象,造成刀具过大负荷及磨损,若将此参数设定为开启,则系统将自动侦测并尽可能改变加工顺序或位置,以避免全刀宽现象产生。
平均刀间距Maintain Constant Stepover
当平形加工时,若皆以固定间距加工时可能会造成最后区域变为薄片状,若使用舍弃式刀刃时将造成刀片断裂或磨损。故此时可开启此参数,系统将自动避免此一现象发生。如下图所示:
Maintain constantstepover UnsetMaintain constantstepover Set

平均刀间距 设定

平均刀间距 不设定
角度
区域Area– 此参数系统将以范围为单位求出一最佳之角度。
口袋Pocket – 相同之区域以一最佳角度加工。
模型Model – 整个模型依一最佳角度加工。
Z层别Level– 依层为单位分别侦测后每层以一最佳角度加工。
手动 Manual Angle–使用者自定一角度作为加工角度.如下图: