环绕粗加工
此方式将所设定之刀间距,以等距补正的方式产生环绕式的刀具路径,当刀间距大于刀具直径时PowerMIL将自动控制刀间距以避免残留余料现象。
以下将说明PowerMILL环绕式粗加工之相关设定及其意义。
环绕粗加工操作说明
1)由下拉菜单选取档案 -> 范例 开启名称为 speaker.dgk 之模型。
2)定义刀具为圆鼻刀,直径=20mm,圆角半径=3mm,刀长= 100mm。
3)定义素材计算方式为 最小/最大值。
4)定义进给率选单,参数值自定。
5)定义提刀高度设定选单,绝对高度-设安全高度=100,起始高度=80
增量高度-设提刀类型为相对值,安全高度=2,起始高度=1。
6)定义刀具起始点选单,设定自动,素材中心安全高。

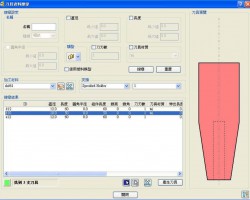
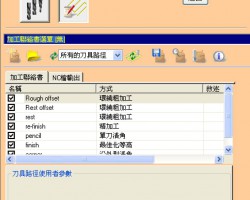
7)选取工法选单如下图所示,点选3D粗加工→环绕粗加工选项。


8)设定选单参数
a.名称 Rough offset

b.公差=0.1,预留量=1.0
c.刀间距=9
d.每层下刀=5.0
e.切削方向=双向
f.进刀移动=斜向下刀
g.勾选圆弧平顺化
h.勾选转角平顺
i.类型=模型
j.切削方向=由外而内
补充: *赛车路径 类型选择模型 (Delcam专利):最平顺的路径及保持过弯速度。

9)执行 ->取消 产生路径结果如下:
环绕粗加工选项说明
圆弧平顺化 Smoothing Enabled
当此参数被开启时,系统将自动藉由下述参数,在路径尖角处转换为圆角切削,以减轻加工负荷,可设定转角半径(TDU)调整圆角大小。
连结

当此参数被选择时,系统将自动藉由下述参数在路径进刀处转换为平顺连结,以减轻进刀负荷。



直线 平顺化 无
转角平顺 Maximum Smoothing Allowance
此参数为控制路径转弯处圆角大小,其最大值为刀间距之40%,举例而言若刀间距为10mm则最大转角半径为 4mm。

不勾选 勾选
使用螺旋线加工 Avoid Tool Overload
当此参数被开启时,系统将自动藉由下述参数在刀具加工量超出设定值时,会自动改为螺旋线加工(避免吃满刀现象),以减轻进刀负荷。
注:此设定须选择赛车路径才可开启此功能,类型选择模型。



不勾选 勾选
角落螺旋渐进式进刀
类型
全部-路径依模型和素材的形状产生路径。

模型-路径依模型的形状产生路径,此为PowerMILL的赛车路径,此加工方式可提高加工切削速率的平顺度,避免产生转角加减速的问题,亦可减少刀具的磨损。

路径加工顺序 Toolpath Sorting
可选择自订加工顺序连结,最佳化的提刀顺序的应用。
内定方向

沿X轴方向,单向连结
沿X轴方向,双向连结
沿Y轴方向,单向连结
沿Y轴方向,双向连结
沿对角线1方向,单向连结
沿对角线1方向,双向连结
沿对角线2方向,单向连结
沿对角线2方向,双向连结
短连结
封闭下一个区域
同心圆
放射状
圆柱状
切削方向Offset Direction
PowerMILL提供下述三种设定供使用者设定加工顺序,此选项须设定类型→全部才可开启此功能选项。
自动Auto-此参数系统将自动依公,母模特性分别依由外而内或由内而外加工顺序。
由内而外Inside Out-由模型内部加工至外。
由外而内Outside In-由模型外部加工至内。
指定形式-下刀方式的可分为最佳化提刀与螺旋线加工方式。