等高精加工 Constant Z Finishing (只加工凸岛部分)
等高精加工方式类似于粗加工中之外型轮廓加工,其依据所指定之Z轴高度产生X-Y平面之加工路径,故此方式较适合于较陡峭之区域或直壁边上。
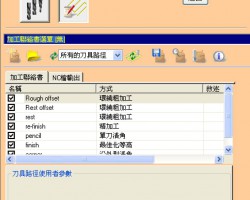
点取工法选单 选择精加工图形选钮,选取等高精加工。


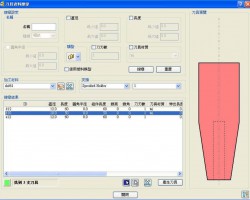
显示下图之对话框:

对话框中之各选项说明如下。

名称Name –此等高路径计算后之刀具路径名称。
螺旋状Spiral –勾选此选项时,所产生的路径会以连续不断的螺旋路径。
可减少提刀及每层下刀连结后所产生的刀痕现象。如图例。

无勾选。


有勾选。

每层下刀 Stepdown
最小切削深度 (Minimum Stepdown) - 选项为设定等高加工时,Z轴之每层加工深度。
当 刀痕高度计算(calculate Using Cusp)选项关闭时,等高精修之每层加工深度等于最小切削深度所设定之数值,当留痕高度计算设定开启时,系统将依留痕高设定值自动计算每次加工Z深度,使得连续之Z轴进给深度将不会超过最大切削深度 (Cusp Height) 之设定值 。
当计算出之数值小于最小刀间距时, 系统将自动设定为最小刀间距。
等高间距示意图:

切削深度

刀间距

刀间距

留痕高度示意图:

刀具

刀痕高度


刀痕
角落修正Corner Correction
圆弧平顺化 Arc Radius (TDU)-当勾选时,此项功能可以用来定义圆弧半径。
口袋加工Pocket Machine
当口袋加工选项开启时,刀具路径顺序将依区域加工,亦即一封闭区域中每层皆加工完毕后再移动至其它区域加工故可减少提刀次数,反之若将其关闭则加工顺序乃依每层加工指定。
侦测残料
路径顺序最佳化,避免单边切削造成刀具负荷&损坏,设定侦测数值,从此数值开始之残料区域作双边切削。
切削方向Direction
此参数提供有逆铣、顺铣 或双向 等三个加工方向。
操作范例说明:
1)开启模型范例 chamber.tri。
2)定义素材为 最大/最小尺寸。
3)设定 直径 10mm 球刀。
4)将提刀高度和刀具起始点依重设安全高与素材中心安全高设定。
5)点取等高精加工图形选钮并指定 每层下刀为2mm。

.
6)执行,计算完成之路径显示如下图。

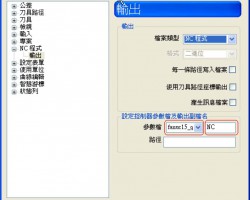
7)编辑现有刀具路径,点选留痕高度计算功能,且输入如下图所示的参数值。

8)点选执行,产生如下刀具路径。

9)编辑现有刀具路径,关闭留痕高度计算,设定切削深度为 1mm点选角落修正类型-无 ,产生如下刀具路径,局部放大此模型角落。

11)编辑现有刀具路径,点选角落修正- 圆弧平顺化,设定圆弧半径为0.2 TDU,产生如下刀具路径,局部放大此模型角落。
由下图可知模型角落的刀具路径呈现最佳化的圆弧状态。