多刀清角Multi Pencil
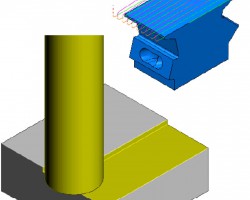
此功能会自动依计算之刀具以及选择欲参考刀具来产生多刀的清角路径,其路径的清角范围会依据参考刀具与曲面之夹角的参数运算而得知。
如图所示在点1、2间为多刀清角加工的区域。

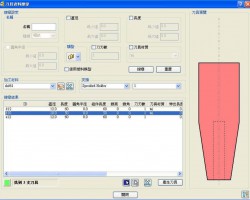
点取工法选单选择精加工图形选钮,选取多刀清角。



名称Name –设定刀具路径名称。
切削方向Direction –此参数提供有逆铣、顺铣 或双向 等三个加工方向指定。
输出Output –PowerMILL系统中清角区域可自动区分为”陡峭区域Steep”及”浅滩区域Shallow”使用者可依区域特性使用不同的加工方法。
陡峭Steep – 只产生陡峭区域路径。
浅滩Shallow –只产生平缓区域路径。
两者Both –产生陡峭与浅滩路径。
限制数量Maximum Passes –限制加工刀数。( 在汽车板金模具加工常习惯做单刀清角,但由于粗胚是铸造而来的留料非常不平均,单刀清角负荷太大,所以我们希望能走个2、3刀,多刀清角又无法控制刀数,利用此参数可轻易解决这个问题。)
区分角度Threshold Angle – 决定输出的路径是平缓或陡峭的界限角度。
留痕高Cusp – PowerMILL将依所设定之留痕高数值并参考刀具形状及公差自动计算出刀间距,作为清角加工之移动间距使用。
补正距离Overlap – 此参数设定为指定一数值作为清角加工区域之延伸距离。此主要作用在于使余料加工区域与其它加工模式具重迭性,可帮助接刀处更为美观及确实加工到余料区域。
计算最大角度 – 设定预计算之尖角范围,最大范围到176度。
分离区域Separate Regions – 此功能选项较适用于多角落区域,可将陡峭与平缓区域路径分离如下图所示。

不勾选。 勾选。

移除重切削区域 – 移除切削深度非常深的刀具路径
操作范例说明:
1)由下拉菜单选取档案中范例 cowling.dgk。
2)定义素材设定最小/最大值。
3)定义直径6.mm球刀,参考刀具10mm球刀。
4)定义提刀高度与起始点,重设安全高度与素材中心安全高。
5)进退刀与连结选单,短连结设沿曲面连结,长连结设相对值,安全高设相
对值。
6)点选工法选单图形钮,选取精加工的多刀清角 。

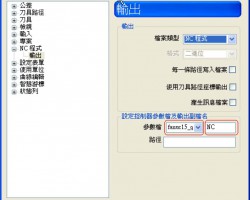
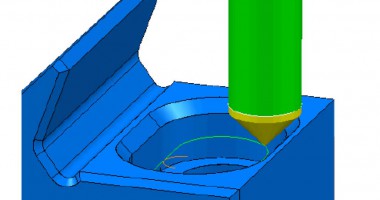
参数设定如右下图所示:

7)点选执行。产生结果如下图。