2D曲线粗加工
2D曲线粗加工可以在封闭的曲线区域内使用平行或补正切削路径,很容易建立2D加工刀具路径。
建立曲线粗加工刀具路径的步骤为:
1.建立要加工的曲线(由模型撷取的参考线,输入2D线转换成参考线)。
2.指定加工曲线的属性。
3.产生刀具路径 。

以下针对曲线粗加工设定做说明:

建立新的参考线:建立一条新的参考线。

选择参考线:选择已建立的参考线。

点选参考线:透过鼠标点选工作窗口中的参考线,不需由下拉式选单选取。

撷取对象新增到参考线:将选取的曲线增加到参考线。

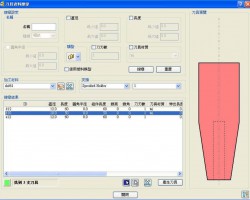
修改加工部份:设定加工位置等。


设定加工位置:显示曲线加工位置与加工方式。

移除所选之加工切层:取消选择的曲线,不做加工。

反向所有加工位置设定:反向加工与不加工曲线。

反向加工:切换曲线加工位置。

改变切削方向成顺铣

改变切削方向成逆铣

改变切削方向成双向

复原

重复

接受改变并完成编辑

取消

曲线位置:定义刀具与曲线接触位置点。
补正加工:刀具沿着与曲线接触点移动。

沿线加工,刀具中心沿着曲线移动。

底部Z位置:曲线外型加工Z轴底部坐标位置。
点选底部Z位置:利用鼠标选择曲线定义Z轴底部坐标位置。

公差:刀具路径计算之公差值。
类型:定义粗加工每层在封闭轮廓内切削方式。
平行:平行于X轴或Y轴直线方式加工。
补正:依外形轮廓产生偏置补正方式加工。
刀间距:相邻刀具路径间的距离。
预留量:刀具路径与模型的加工预留量。
切削方向:有三种方向,顺铣、逆铣、双向。

切削距离:设定多层切削参数。
垂直方向:刀具轴向多层切削。
延伸加工范围:设定加工深度的类型。
依素材范围:以素材高度为加工总深度。
加工高度:以指定数据为加工总深度。
切削刀数:以切削刀数控制加工总深度。
加工高度(d):适用在延伸加工范围的加工高度。
每层下刀(t):每层切削距离。
水平方向:刀具径向多层切削。
延伸加工范围:设定加工范围的类型。
依素材范围:以素材高度为加工范围。
加工宽度:以指定数据为加工范围。
切削刀数:以切削刀数控制加工范围。
加工宽度:适用在延伸加工范围的加工宽度。
刀间距:相邻路径之间的距离。
底部精加工:允许有不同的最后一层切削量。
最后一层预留度(f):最后一层切削量。
璧边精加工:允许有不同的最后一层切削间距。
最后一刀间距距离:最后一层切削间距。

拔模角:允许垂直方向增加拔模角度设定。
从:设定拔模基准。
顶部:曲线设定为拔模的顶部。

底部:曲线设定为拔模的底部。


角度:拔模角的角度。
区域筛选:此选项将自动依刀具直径倍数过滤加工区域,忽略小于设定刀具直
径倍数的区域。
刀径的倍数:设定区域筛选的刀具直径倍数。

余料加工:余料加工是使用较小的刀具去加工较大的刀具无法切削的区域,例如
口袋、角落等。较小的刀具仅仅加工原来刀具没有加工到的区域,所
以称为“余料加工”。
余料加工:勾选前面方框,使用者可以从下面的对话框中选择参考刀具路径或者残料模型进行余料加工。如果不勾选此选项,将会产生正常粗加工切削路径。
参考类型:选择参考刀具路径或者残料模型。
刀具路径:以刀具路径当做余料加工参考依据。
残料模型:以残料模型当做余料加工参考依据。
参考名称:透过鼠标点选,从弹出的下拉选单中选择参考刀具路径或残料模型
的名称,如果参考类型选择的是刀具路径,那么此下拉列表中将
包含所有的刀具路径名称。
忽略残料少于:定义少于一定量的残料忽略不加工。这主要是为了避免产生粗
糙面,而剩余的这些残料可以在下一次加工时解决。
补正重迭距离:余料区域沿加工表面延伸指定的距离。这可以和忽略残料少于
选项一起使用。


补正:定义补正的方式。适用粗加工类型为补正。
移除尖点区域:在加工路径中的尖角部份产生圆弧路径,防止余料产生。
螺旋状:可以产生螺旋加工路径。
样式:设定相邻刀具路径连接方式。
依模型补正:以模型轮廓向外补正。

最佳化提刀:系统自行做最佳化提刀连结。

保持切削方向:固定切削的方向做连结。


平行:设定平行加工角度设定值。
自动角度:系统自动依模型形状判断加工角度。
角度:手动设定刀具路径与X轴的角度。

高速加工:主要是用来控制各种平顺的选项,使用这些选项可以避免高速加工
时,刀具方向的突然改变。
圆弧平顺化:在接触模型的刀具路径尖角处采用圆弧切削。
转角半径(TDU):使用者勾选圆弧平顺化选项,转角半径(刀具直径为单位)才可以使用,这个转角的半径是和刀具直径成一定比例。内定值是0.05。所以,如果用户的用的直径为10mm的刀,那么转角半径的值就应该是0.5mm。数值是0-0.2之间的一个数值。
取消移除多余间距:内定为勾选,系统自动移除多余间距,避免重复切削。
全刀宽侦测:系统自动侦测并改变加工顺序或位置,以避免全刀宽切削造成刀具磨损。
平均刀间距:系统自动调整刀间距,避免有薄片切削情况。
注:类型设定为补正方式的高速加工与曲线外型设定相同

路径顺序:控制刀具路径加工顺序。
加工顺序依:有两种加工顺序方式Z层别与口袋加工。
Z层别:加工完同一层Z轴高度后,再加工下一层。

区域:单独区域加工完后,再换另一个区域加工。

连结类型:刀具路径提刀连结的方式。

最后加工所有璧面:与刀具接触的璧面保留到最后加工。
螺旋线加工:设定使用螺旋线加工。

进刀:定义刀具如何进刀路线。
外部进刀:选择外部进刀,强制从模型的毛胚外部进刀。这种类型的路径一般应用在薄片类模型的加工。
钻孔位置:可以在指定孔位置进刀。
参考线:输入参考线以定义钻孔的位置。
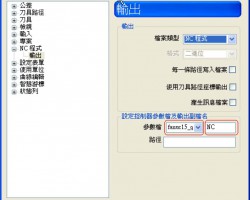
输出孔:参考线和特征的名称使用定义的进刀孔的名称。

自动验证:针对刀具路径做过切验证与干涉检查。
2D曲线粗加工操作范例说明
1).删除所有档案,利用参考线中曲线绘制完成下列工程图。参考13章范例。

2).点选工法选单图形选钮。

选2.5D粗加工页面内的2D粗加工。

3).定义素材,由2D粗加工工法选单内素材页面点选图示即可唿叫素材对话框做设定。计算方式为对象(最小/最大值),类型参考线,Z轴最小值设-20。

4).定义刀具为圆鼻刀,直径8mm,圆角半径1。由工法选单刀具页面点选图示即可唿叫刀具对话框。

5).选取参考线。利用下拉式菜单挑选参考线,或是使用点选参考线方法在工作区域用鼠标直接点选参考线。

6).确认参考线加工部份,点选修改图示进入,阴影部份为加工区域。


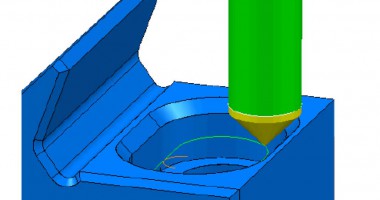
7).设定加工参数。依图内数值设定。


8).计算,确定。计算路径结果如下图。