当注塑半结晶塑料时,选择正确的热流道系统决定了模具的功能和模塑零件的质量。此时,温度的控制要比非结晶塑料要更加严格。热流道的类型,以及安装,决定了最终零件的质量。
1、当不合适的热流道系统被使用时,会发生什么?
不合适的热流道系统经常会引起压力的损失。那么只能在高温下使用,也就可能会引起高分子的降解。如之前描述的熔体温度过高的情况。由于局部温度过高,银纹,变色以及表面缺陷也会出现。高分子分解会引起气泡等不好的结果。

2、那些点需要考虑
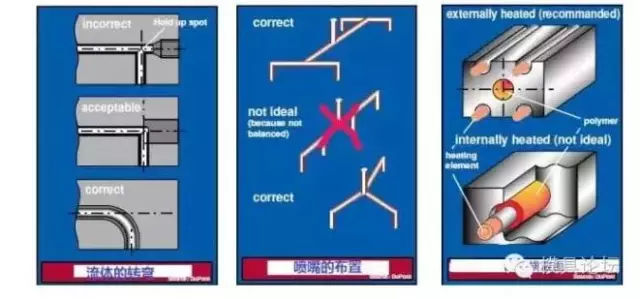
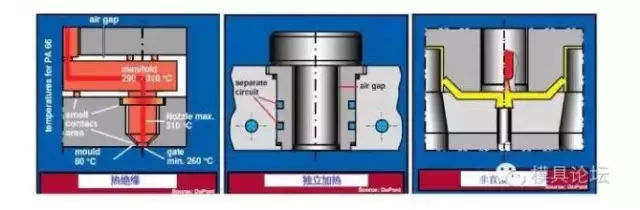
之前提到的塑料,都有特定的温度范围,从熔体温度到固化温度。因此,有必要有效的把热流道和流道与唧嘴绝热隔开。唧嘴的设计应该使得自然平衡的流道能够被使用。这也是确保均衡的压力损失以及在所有的模腔中相同的熔体停留时间。
在小的注射量,非直接浇口比直接浇口要好,特别是玻纤增强塑料。通过唧嘴的材料增加,以致模塑材料的热能,更容易管理。对热流道唧嘴,浇口可以开大,在零件上通过传统浇口方式做小。对热流道来说,冷料也需要被清除,这是唯一避免冷料注塑零件的方式。
对热流道入口,流道,每个唧嘴应该用单独的控制。对热敏感材料可以实现单独的平衡控制。通过如PID控制,确保温度恒定。热流道系统应该像顶出系统一样相同的支撑。在流道处强度弱,需要尽可能多的补偿。紧邻热流道唧嘴的单独加热回路使得模具表面温度能够单独的修正。
3、 热流道及唧嘴的选择标准
整个横截面及对称的插入热导体的热流道是最好的选择。仅有环状截面的内部加热系统,会引起过高的压力损失,在任何情况下,尽量避免使用。
在高度热敏感的材料,如POM和阻燃材料,流道中的旁道是非常好的。唧嘴应该开放,全截面的外部加热。在浇口区,避免流动分为几股。
通常不建议在注塑POM时使用关闭阀,如果使用其他塑料,使用针阀喷嘴,并且要保证压力损失尽可能的小。