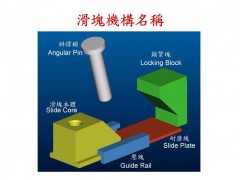
在模具操作过程中,整个滑块机构都处于长时间的磨耗;因此,滑块、锁紧块、压块、斜撑销以及耐磨块,都必须施以氮化处理。
氮化处理温度在300℃.600℃之间,材料变形量小;氮化处理后材料表层会生成固体润滑皮模,能够提供优良的润滑性;氮化层的下方,会生成氮扩散层,使材料的疲劳犟度得到改善;由于表层的氮化层保护,可以抑制材料因为摩擦造成的温度上升,进而避免材料局部接触区域软化。
571浏览6图片
497浏览2图片
526浏览5图片
616浏览3图片
550浏览6图片
634浏览13图片
494浏览7图片
512浏览9图片
464浏览2图片
598浏览18图片