公差
隐含的成本要素
注射成型制品不可能具有机械加工制品一样的。虽然大多数人都意识到这一点,但还是常常被指定到无法达到的,或使具成本效益的生产变得不可能。
和它们的成本含意
A注射成型一般分为3种质量等级,即一般用途的注射成型、技术注射成型和高精度注射成型。DIN16901标准指出,它们是根据在容许范围内(范围1和2 )注射成型制品的和尺寸来划分的。
一般用途的注射成型要求低水平的质量控制,其特点是低的退货率和快的生产周期。
技术注射成型会比较昂贵,因为它对模具和生产过程有更高的要求,要求频繁的质量检查,因而增加了退货率。
第三种,即高精度的注射成型,要求精确的模具、最佳的生产条件和100%连续的生产监控。这将影响生产周期,增加单位生产成本和质量控制成本。
设计者在决定注射模具制品的成本方面起了关键作用,他们必须确定商业上可行的,选定的虽然不必尽可能的严格,但必须足够严格。
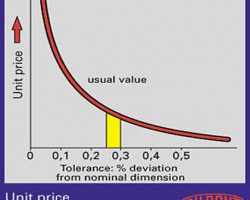
商业上可接受的产品一般是,产品与标准尺寸的偏差不高于0.25-0.3%,但这还需要与应用时的具体要求相结合来判断(图1)。
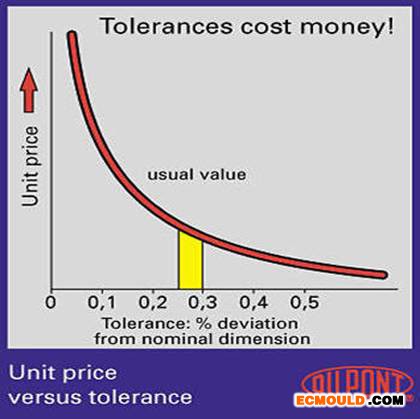
图1
热塑性塑料一般具有高的延展性和弹性,不需要象具有高刚性、低延展性和低弹性的金属一样指定严格的范围。
影响的因素
为了不对塑料部件制定过分严格的范围,必须要注意一些影响注射成型制品尺寸准确性的因素(图2)。
图2
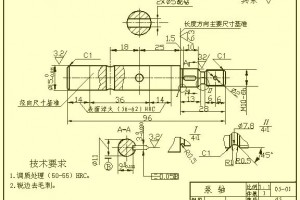
模具制造的必须相对严格地遵守。设计者应切记,脱模斜度的重要性在于它能使脱模容易及防翘曲(见图3)。
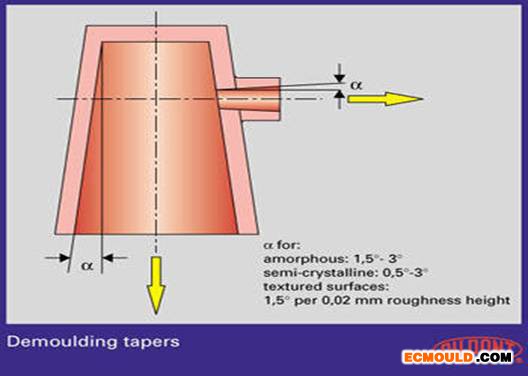
图3
一个与相关的问题是,当成型品是由不同材料或不同壁厚制成。模后收缩值与方向和厚度相关。玻璃增强材料的这一性质更明显。玻璃纤维的取向性可在水平方向和垂直方向产生具有显著性差异的收缩,从而导致尺寸不准确。
塑料制品的几何形状对收缩也有影响,进而影响到(图4)。
![]()
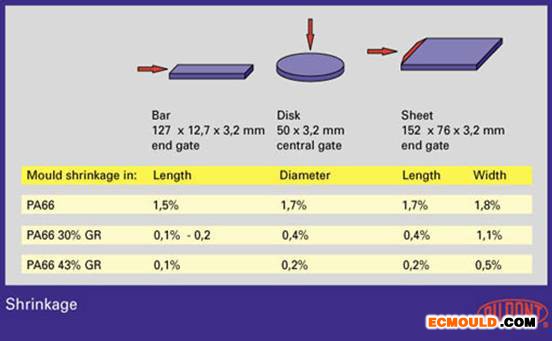
图4
如果复杂的成型加工对的要求非常严格,必须要获得模具原型有关收缩值和翘曲行为的准确数据。
生产和使用
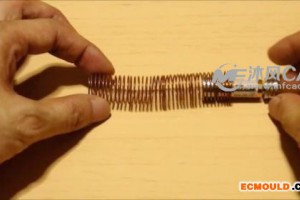
因为热塑性塑料受使用条件的影响,因而决定它只需要生产还是同时需要使用非常重要。例如,热塑性塑料的热膨胀性可能比金属的高10倍(图5),一些塑料(如尼龙)的吸水性对制品使用的可靠性产生非常重要的影响。
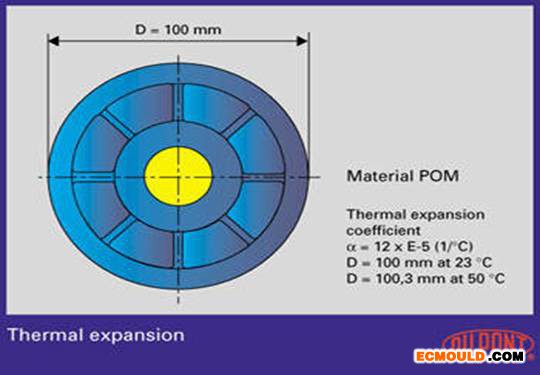
图5
使用半结晶性塑料时,必须考虑模后收缩。这种现象主要受注射成型的加工条件影响,可导致制品在脱模后发生尺寸变化。
脱模后不必马上进行质量控制。DIN16901标准指出,需要在标准气候条件(23℃,50%相对湿度)下储存16h后或在适当的预处理后才可进行质量控制。
建议
DIN16901中指定的可作为塑料制品成本有效生产的下限,现代化的注射成型机器的技术使我们可以获得比该标准中指定的数值更精确的。
对高精度的注射成型,因为DIN16901已不再适用,各个工业部门已经制定出了各自的表,。
在任何时候,如果需要确定精确的,一定要与注塑厂或材料供应商协商,以确定所需是否在技术上可行、商业上适用(图6)。
图6