1 引言
传统凸凹模曲面设计,模具厂考虑NC加工方便,都采用UG软件设计该曲面。而鉴于CATIA所有的点、线和平面都是参数相关联的,其在特征建模上的参数化关联比UG要强很多,生成的曲面都是高度相关性的,易于修改。其次,由于CATIA的曲面功能比UG丰富,已作为汽车行业的主流软件,汽车冲压件数据多为CATIA格式,若用UG设计凸凹模曲面需要将数据转化成.igs格式,还要重新设置图层。对于外覆盖件,由于A面有曲线和曲面拼接误差要求(见表1),而转化.igs的数据会破坏这一要求,对A面质量造成影响。由于设计曲面需要经过多次验证调试修改,而CATIA参数化和曲面建模功能可方便反复修改和创建各种复杂型面,节省修改时间,提高设计效率。
表1 曲线和曲面拼接误差控制表

2 CATIA创成式外形设计
CATIA V5的创成式外形设计(GSD)模块为用户提供了一系列应用广泛,功能强大、使用方便的工具集,以建立和修改用于复杂外形设计所需的各种曲面。同时,创成式外形设计方法采用了基于特征的设计方法和全相关技术,在设计过程中能有效地捕捉设计者的设计意图,因此极大地提高了设计者的质量与效率,并为后续设计更改提供了强有力的技术支持。
本文充分利用图1所示功能,通过具体的阐述操作步骤以简化、优化人工设计操作,使汽车三维凸凹模曲面设计过程更加便捷、高效、实用。

图1 CATIA(GSD)主要命令栏图
3 拉伸模凸凹模曲面设计
拉伸模凸凹模曲面制造需要考虑产品的工艺性、材料利用率及其成形性等很多因素,为了提高凸凹模曲面制造质量和成功率,需要前期经过工艺可行性分析、工法制造、CAE分析后才能确定凸凹模曲面的造型。现假定以下步骤已通过CAE(autoform或dynaform等)得到了最基本的曲面形状、冲压中心和方向、虚拟拉伸筋大小等分析结果,由于CAE分析生成的曲面不可加工,因此需要借助CATIA模拟分析数据,将CAE软件生成曲面转化为可加工凸凹模曲面。
3.1 冲压方向调整
冲压方向是确定拉伸件的第一要素,主要考虑到:①保证凸模顺利进入凹模;②开始拉伸时凸模与毛坯接触面积尽量大,且接触面尽量位于冲模中心;③压料面各进料阻力应均匀。
在通过CAE分析得到冲压中心和方向后,在CATIA中,首先通过点(Point)、线(Line)功能创建冲压中心点和方向(中心点和旋转角度需圆整)。通过Axis System创建冲压坐标系(默认-Z轴为冲压方向);再由Axis To Axis将件由整车坐标转移到冲压坐标中去。

图2 冲压方向调整操作图
3.2 产品前处理
为了满足拉伸件工艺性要求,且能保证拉伸过程中不起皱、不开裂等质量要求,需要对冲压件数据进行处理。首先将整体面分解(Disassemble)成若干面,然后将包边面以及需要通过后序翻边整形的面删除或隐藏;最后就是修补产品面。如修改产品圆角、创建回弹补偿面、对内部规则孑L进行填充(Fill),对大的异型孔要通过延伸(Extrapolate)、修剪(Split)、填充(Fill)等命令组合进行填补等。处理完毕后,将面合并(Join),可检查面是否连续和光顺,并通过Boundary获取产品边界,以为后序修剪提供边界线。由于行李箱外板是对称件,前处理主要是填内部孔,可将其分成一半进行处理,结果如图3、图4所示。

图3 产品前处理结果图

图4 边界延伸结果图
3.3 边界延伸
为了保证产品边界的连续性,需要将边界面沿原面曲率进行延伸。具体操作先恢复原面(Untrim),然后通过延伸(Extrapolate)、桥接(Blend)、修剪(split)、倒角(Fillet)等命令将产品沿边界扩展。扩展后面也要满足曲率和工艺要求,如修边线翻边线要按工艺要求能展开到延伸面上。
3.4 压边圈绘制
为了保证各方向拉伸深度均匀,压边圈一般与产品随形;但为了加工方便,压边圈曲率尽量小,变化少。为了满足工艺要求,需要通过建立特征线来创建压料面。首先在Sketch里,通过草绘截面线来创建压边圈的特征线,然后通过拉伸(Extrude)和桥接(Blend),将面连在一起,合并(Join)成压边圈。
3.5 拉伸墙绘制
通过CAE获取拉伸的初始分模线(PO线),参考其在Sketch里草绘PO线,然后投影(Rojection)到压边圈上,并对PO线进行光顺(Curve smooth)。最后根据不同拉伸墙角度分段扫描(Sweep),拉伸高度要求拉伸墙与压边圈与产品面相交,以便后面操作可修剪。最后通过倒角(Fillet)或桥接(Blend)将各段拉伸墙连接在一起。压边圈与拉伸墙操作结果如图5所示。

图5 压边圈与拉伸墙操作结果图
3.6 创建过渡补充面
为满足工艺要求,保证冲压件质量,在拉伸墙与产品延伸面之间有时需创建一些复杂的工艺补充面。如“余肉”、变角度、凸凹槽等特殊造型可以减小起皱或开裂,增加制件刚性。这些造型都可在指定面上(Plane)通过草绘(Sketch)出特殊的截面线,通过沿PO线扫描(Sweep)或沿某一方向拉伸(Extrude)生成过渡面,并与拉伸墙和产品延伸面相交。
3.7 剪切倒角
将上述创建好的面单独合并后,需要先进行相互修剪,去除多余延长面,才能进行倒圆角操作。考虑不同拉伸深度,凸模和凹模圆角也不一致,在CATIA中通过可变半径圆角(Variable Radius Fillet)能对修剪(Trim)好的交线一次性倒角。创建过渡补充面与剪切倒角操作结果如图6所示。

图6 创建过渡补充面与剪切倒角操作结果图
3.8 拉伸筋制作
拉伸筋的位置、形状和长短是根据拉伸件形状特点、变形特点和拉伸伸度等因素确定的。通过CAE分析确定虚拟拉伸筋数量和结构参数后,就可以在压边圈上布置实际拉伸筋了。通过偏移(Parallel curve)将PO线在压料面上平移20~25mm得到拉伸筋中心线,通过Split将不同高度的中心线打断为几部分;然后通过3D curve offset将其偏移不同高度;再由Connect curve将中心线连接起来;最后通过扫描(Sweep)得到柱状面,再进行修剪(Trim)和倒角(Edge Fillet)完成拉伸筋。拉伸筋和倒底标记创建结果如图7所示。

图7 拉伸筋和倒底标记创建结果图
3.9 创建到底标记和CH孔
通过Biw templates下Diablo命令创建“阴阳台”,然后由Dge fillet进行倒圆角,最后Hole curve命令创建孔线即可在指定位置创建到底标记和CH孔。
3.10 对整体凸凹模曲面曲率分析
为了提高凸凹模曲面加工质量,需要对凸凹模曲面曲率进行检查,尤其是外覆盖件,防止因曲面不规则导致的冲压变形,或局部应力集中对模具造成损伤。CATIA提供了各种曲率检查工具,可方便对局部或整体面进行检查,对曲率突变或不合理之处可进行修改。
3.11 整理目录树
为便于审查、归档,需要将凸凹模曲面上相关信息分类放置到目录树中,以便更直观的显示和操作。其次,因产品设变或调试引起的凸凹模曲面修改都可在CATIA中,通过在目录树上修改属性(Properties)标识或直接进行注释(Annotations)来说明。
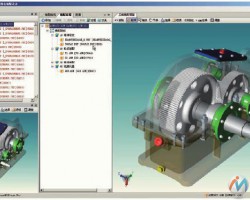
对汽车冲压件都可经过以上步骤来完成拉伸凸凹模曲面的创建。完成后还需再通过CAE分析软件对该曲面进行模拟分析,对有问题之处需对工艺补充面进一步修改优化,以得到最好的分析结果。虽然CATIA曲面功能强大,但在操作过程中需将其一些功能组合起来灵活应用才能完成每个环节,而且各环节息息相关,每个环节完成后都要认真检查才能进入下一环节操作。CATIA曲面目录树如图8所示。

图8 CATIA曲面目录树图
4 结论
通过CATIA创成式外形设计在凸凹模曲面设计中的运用,对比传统UG曲面设计,其快捷简便的操作方法可减少曲面设计周期,其参数化功能可方便用户及时快速修改,较大程度地提高了设计效率。而以上操作步骤适用其他汽车冲压件曲面设计,有很好的共性。由于冲压件质量对曲面设计水平要求越来越高,因此通过CAE和CATIA软件结合创建拉伸模凸凹模曲面已成为主流。