机械制图基本理论知识
一、图样的表达方法
1 将机件向投影面投影时所得到的图形,称为视图。视图有基本视图、局部视图、斜视图和旋转视图四种。
2 机件向基本投影面投影所得的图形,称为基本视图。包含三个常用基本视图:
1)主视图 由前向后投影所得的视图,反映物体的长度和高度;
2)俯视图 由上向下投影所得的视图,反映物体的长度和宽度;
3)左视图 由左向右投影所得的视图,反映物体的高度和宽度;
4)三个视图之间的投影规律为:
主视、俯视长对正(等长)
主视、左视高平齐(等高)
俯视、左视宽相等(等宽)
3 局部视图:将机件的某一部分向基本抽影面投影所得的视图,称为局部视图。一般在局部视图上方标出视图的名称“X向”,在相应的视图附近用箭头指明投影方向,并注上同样的字母。
4 旋转视图:假想将机件的倾斜部分旋转到与某一选定的基本投影面平行后再向该投影面投影所 得的视图。一般在旋转视图上方标出视图的名称“X向旋转”。
5 斜视图:用来表达机件上倾斜部分的实形,所以其余部分就不必全部画出而用波浪线断开。
6 剖视图:假想用剖切面剖开机件,将外在观察者和剖切面之间的部分移去,而将其余部分向投影面投影所得的图形。一般在剖视图上方标出“X-X”向。
按剖切范围的大小、剖视可分为全剖视图,半剖视图和局部视图。
1)全剖视图:用剖切面完全地剖开机件所得的视图。适用于内形比较复杂、外形比较简单的零件。
2)半剖视图:当机件具有对称平面时,在垂直于对称平面的投影面上投影所得的图形,可以对称中心线为界,一半画也剖视,另一半画成视图的图形。常采用它来表达内外形状都比较复杂的对称机件。
3)局部剖视图:用剖切面局部地剖开机件所得的剖视图。
7 剖面图:用剖切面将机件的某处切断,仅画出的图形。
剖视图与剖面图的区别在于:剖面仅画出机件上剖切处断面的投影,而剖视图要求画出剖切后机件的投影。
8 局部放大图:将机件的部份结构,用大于原图形的比例画出的图形。
二、尺寸及公差
1 组合体是由若干个基本几何体按一定的位置和方式组合而成,它的尺寸包括下列三种:
1)定形尺寸 表示各基本几何体大小(长、宽、高)的尺寸。
2)定位尺寸 表示各基本几何体之间相对位置(上下、左右、前后)的尺寸。
3)总体尺寸 表示组合体总长、总宽、总高的尺寸。
2 标注尺寸的起点称为尺寸基准(简称基准),平面图形的尺寸有水平方向和垂直两个方向,因而就有水平和垂直两个方向的基准。
3 尺寸 用特定单位表示长度值的数字称为尺寸。由数字和特定单位两部分组成。
4 基本尺寸 设计时给定的尺寸。它是一个标准尺寸,是计算极限尺寸和偏差的起始尺寸。
5 实际尺寸 通过测量所获得的尺寸。
6 极限尺寸 允许零件尺寸变化的两个界限值,称为极限尺寸。
最大极限尺寸 允许尺寸变化的最大极限值;
最小极限尺寸 允许尺寸变化的最小极限值。
7 尺寸偏差 零件的某一尺寸(实际尺寸或极限尺寸)与其基本尺寸的代数差称为尺寸偏差,(简称偏差)。
上偏差 最大极限尺寸减去基本尺寸所得代数差称为上偏差。
下偏差 最小极限尺寸减去基本尺寸所得代数差称为下偏差。
上偏差和下偏差统称为极限偏差。
8 尺寸公差 尺寸公差也简称为公差,它是指允许尺寸的变动量。公差的数值等于最大极限尺寸与最小极限尺寸的代数差的绝对值,也等于上偏差与下偏差有代数差的绝对值。
9 尺寸公差带 简称公差带,是指代表上、下偏差的两条直线所限定的一个区域。
三、配合与基准制
1 配合 基本尺寸相同的,相互结合的孔和轴公差之间的关系称为配合。
根据孔、轴公差之间的关系,国家标准规定配合分为以下三种类型:
1)间隙配合 具有间隙的(包括最小间隙为零)配合,称为间隙配合。其特点是孔的实际尺寸大于轴的实际尺寸,孔轴之间具有间隙。
2)过盈配合 具有过盈的(包括最小过盈为零)配合,称为过盈配合。其特点是孔的实际尺寸小于相配合轴的实际尺寸,孔与轴配合具有过盈,无间隙。
3)过渡配合 具有间隙或过盈的配合,称为过渡配合。其特点是配合可能具有间隙,也可能具有过盈,此时轴、孔的公差带相互交叠。
2 基准制 国家标准规定有基孔制和基轴制。
1)基孔制 基本偏差为一定的孔的公差带与不同基本偏差轴的公差带形成的各种配合的制度,称为基孔制。
基孔制的孔为配合的基淮件,称为基准孔。基准孔的下偏差为零,基本偏差代号为“H”。
2)基轴制 基本偏差为一定的轴的公差带与不同基本偏差孔的公差带形成的各种配合的制度,称为基轴制。
基轴制的轴为配合的基淮件,称为基准轴。基准轴的上偏差为零,基本偏差代号为“h”。
四、 形状和位置公差
1 形状误差 是指被测实际要素对理想要素的变动量。
2 形状公差 是指单一实际要素的形状所允许的变动全量。有六项:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度。
3 位置误差 是关联实际要素对其理想要素的变动量。
4 位置公差 是关联实际要素的位置对基准所允许的变动全量。有八项:平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动、全跳动。
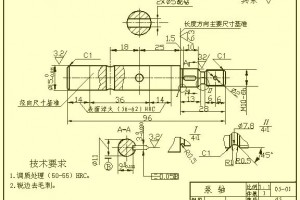
五、 识读零件图的步骤
1 看标题栏 对看图纸版本与生产指令单规定版本是否相同,了解零件的名称、材料、绘图比例。
2 看各视图 先看主视图,围绕主视图根据投影规律,分析其它各视图的结构,依“先大后小,先外后内,先粗后细”的顺序,有条不紊地进行识读。
3 看尺寸标注 从基准出发,找出最能代表产品构形的特征视图,找出各组成部位的定形、定位尺寸,掌握有标识的重点尺寸(如尺寸前有“△”或“*”的标识)。
4 看技术要求 分析零件图上所标示的自由公差、配合、表面粗糙度、热处理及表面处理等技术要求。转载请注明出自( 六西

- 那些年那些坑过你的设计师
0评论2019-07-15
- 史上最全的机械制图干货,分享给所有机械人!
0评论2019-07-13

- 激光切割、水切割、等离子切割、线切割的区别和对比
0评论2019-07-03
机械图纸技术要求汇总
一般技术要求1.零件去除氧化皮。2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。3.去除毛刺飞边。热处理要求1.经调质处理,HRC50~55。2.零件进行高频淬火,350~370℃回火,HRC40~45。3.渗碳深度 0.3mm
0评论2017-11-29378
- 三维轻量化模型在制造工艺上的应用
0评论2017-06-21
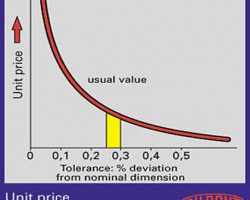
- 注射成型制品过程,价格成本及其他问题的考虑
0评论2017-06-08

- 工业设计定位新方向,从“造型”转变“设计”,实现创新、智造的中国梦
0评论2017-06-08
- 达人教你自制迷你磁悬浮列车
0评论2017-02-08

- 塑料模具抛光方法
0评论2017-02-08

- 玩具安全标准
0评论2017-02-08