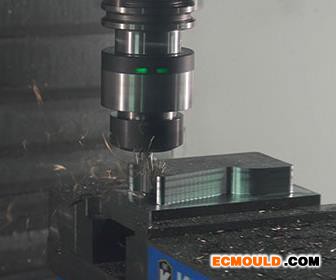
使用传感刀架和整体硬质合金立铣刀在垂直加工中心切割1018钢,以证明传统粗加工策略的一些低效率。图片由Autodesk提供。
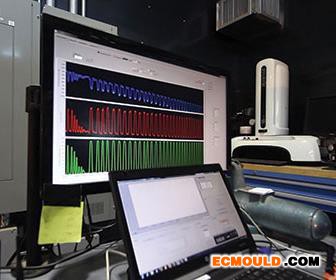
图1 - 数据输出证明,传统的粗加工方法产生切割的变化。
图2 - 数据表明该工具花费更多的时间在具有自适应清除的最大效率削减。传统的粗加工方法花了8:09分钟,而应用自适应清除技术花了2:01分钟。

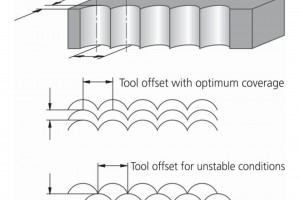
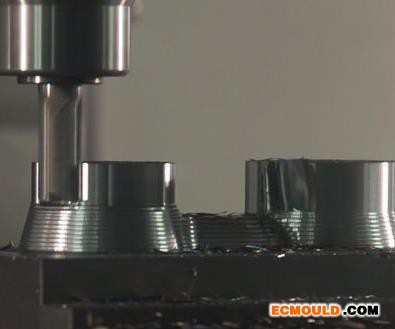
图3 - 使用较大的切割深度和较小的径向切割使得能够使用切屑减薄计算来增加切削进给速率以保持切屑厚度。较厚的芯片将更多的热量从工具中拉出。
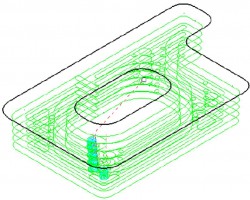
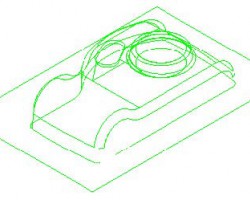
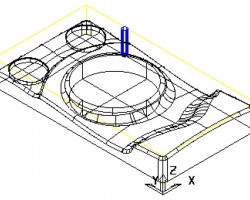
当加工具有复杂3D形状的模具时,加速功能将给粗糙的坯料一个一致的库存余量。
在行业中持续存在的一个常见的笑话是,你可以通过他或她的工具箱从平均机械师那里告诉一个好的机械师。然而,一个不是笑话的是,一个好的机械师可以听到整个车间的高质量和低质量切割之间的差异。当机械师进行传统的粗加工操作时尤其如此。相关的切割器路径通常包含可变的切屑载荷,变化的切削以及经常是全直径宽度的切削。使用正确的粗加工策略可以有效地清除大量的材料。
传统的粗加工道次的特征在于使用一系列偏移径向道次。这些通过在必要时通过偏移CAD几何形状和股票模型的平面横截面来计算,然后将两者合并和修整在一起。使用这种方法,无论使用的偏移步进值如何,刀具都会在每个内角处或在插入槽中时看到增加的刀具接合。这些内部角和槽是刀具力尖峰和当刀具最易于断裂的地方。为了在使用传统的粗加工策略的同时以高进给速度操作,程序员需要采取浅轴向切削深度。这可以产生其他工具问题,因为他现在过度使用刀具的底部而不是整个槽纹长度。这使得工具在底部储存更多的热量,而不是沿着整个凹槽散开,从而导致过早磨损。
相比之下,用于在能够以高速运行复杂NC文件的机器上进行粗加工的现代高速加工策略或自适应清理在整个切割过程中保持恒定的径向刀具接合。恒定的径向刀具接合消除了切削力的尖峰,并允许程序员获得更大的轴向切削深度,同时保持高进给速率并延长刀具寿命。
自适应清理在行动
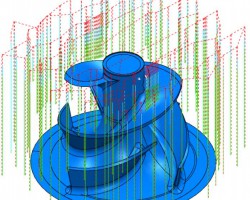
为了证明这些粗加工理论,数据从一个感觉刀架记录,一个整体硬质合金立铣刀在垂直加工中心切割1018钢。感觉夹具是用于工具监测的无线力传感器。在加工期间,它直接在刀架处产生力和扭矩。然后可以将数据发送到接收器并用于优化加工过程。
首先,使用传统的粗加工方法来运行零件。不仅可以听到切割的变化,而且可以在记录的数据中清楚地看到。通过图表,刀架传感器显示具有相当大的变化和非常尖锐的尖峰的切削负载的故事,特别是在扭转(绿色)和弯矩(红色)(见图1)。峰值表示机器操作者需要在最坏情况下降低它们的进给速率,但是图中的许多低区域意味着对于剩余的操作,程序将不以最佳材料去除速率运行。
然而,高中预演算告诉我们,图表下的总面积是实际重要的。曲线图下面的总面积越大,被移除的材料越多,并且加工操作越有效。图1中的图表显示几个低平坦区域,表明较高材料去除的偶尔尖峰的低效率。自适应清除快速达到最大有效加工速率,并在整个切割过程中保持该速率,然后重新定位下一个切割。这允许在整个切削过程中以恒定的切削力在所有切削期间以有效率铣削。恒定的力意味着在工具内的更少的振动和由这些振动引起的对切削刃的冲击。这延长了刀具寿命并降低了刀具成本。
图2示出了当刀具在切割时,在所有切割中和当刀具不切割时之间的一致性。可以快速地看到该工具花费更多的时间在最大效率切割,这由图下的更多区域表示。在实数上,这意味着传统的粗加工过程需要8:09分钟来完成粗加工操作,而自适应清除技术只需要2:01分钟。
虽然节省时间是一个巨大的优势,其好处比这更深,包括减少工具磨损和破损,同时还有更可预测的切割条件。例如,较大的轴向切割深度允许使用更多的切割槽长度,而不过度使用切割器的底部。此外,所产生的热沿着整个切割槽长度展开,而不是集中在工具的底部。
实现高金属去除率(MRR)是目标,这是我们如何减少循环时间。较高的轴向切割深度需要较低的径向切割深度,以允许可靠的排屑。通过减小切割的径向深度,可以增加工具槽长度并增加金属去除率。它还使得能够使用切屑减薄计算来增加切削进给速率以保持切屑厚度。较厚的芯片也会从工具上吸走更多的热量(见图3)。
没有材料去除速率的尖峰,设置最大材料去除的进给速率变得更容易。车间可以使用来自工具供应商的数据,或者简单地开始铣削并且将进给速率缓慢地增加到操作者舒适的水平。建议在对块进行第一遍处理后进行此操作,以防库存尺寸最终与编程有所不同。
当加工具有复杂3D形状的模具时,使用大的切削深度将在粗糙模型中留下较大的“阶梯”。在这种情况下,机械师应该利用加强功能,使粗糙毛坯具有一致的库存余量。自适应清除使用具有重定位移动的恒定切割的策略。固有的益处是保持爬升切割方向,而在传统的粗加工操作中,可能存在常规铣削切割的周期。因此,当重新定位在更大距离上时,可能存在比一些人习惯的更多缩回。通常,快速缩回是最快的。但是,停留参数也可以修改。使用这些参数,工具不会缩回到库存的顶部,而是在重新定位时停留。在许多情况下,希望工具轻微升起,以避免在重新定位移动期间拖曳地板,这可能产生不期望的热量和过早的工具磨损。
自适应清除策略更容易提高金属去除率,减少循环时间和提高切割一致性。这些策略易于实施和测试,因为它们不需要特殊的工具或特殊的轧机,以及在最快的高性能轧机上的入门级轧机。它们也可用于各种CAD系统