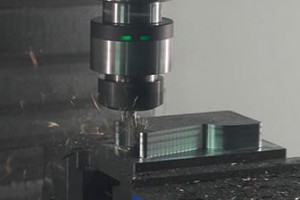
使用先进软件的模具制造商可以利用硬铣削,这涉及更小的刀具,轻,快速切削。图片由Seco Tools LLC提供。
模具制造商可以通过使用先进的粗加工策略来减少刀具负载并显着提高刀具寿命,这些策略的切削路径不会快速改变方向或切削参数。
在选择金属切削刀具时,优先考虑刀具寿命优于价格的好处是显而易见的,特别是在精密关注和最后期限驱动的模具制造行业。值得注意的是,经济的工具通常提供简短和不可预测的寿命,导致差的公差控制并导致昂贵的返工。
考虑到模具投资仅占制造零件总成本的3%,通过选择最便宜的工具节省的少量成本与返工中损失的数百或数千美元相比是微不足道的。此外,更高性能的刀具通常允许应用更积极的加工参数,从而提高生产率,释放机器时间,并使更多的工作流经商店。当刀具持续时间更长时,需要更少的需要购买和预设,并且它们在机床换刀器中占据较少的位置。因此,在长时间段内可靠地保持紧公差的工具有利于减少劳动的固定成本的未加工的加工。
从改变更高性能工具所带来的改进的实际价值取决于涉及的制造业的程度。在持续关键的航空航天或医疗制造操作中实施新工具必须产生足够大的储蓄,以超过记录和重新验证已经存在的操作的成本。
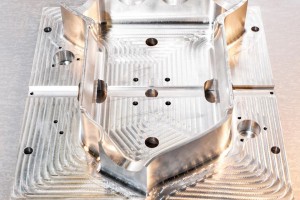
工具成本不是模具制造中的首要因素。加工模具部件时的关键问题是切削工具能够产生严格的公差和精细的表面光洁度。达到指定的尺寸是至关重要的。在诸如抛光的后加工操作中可以满足表面光洁度要求,但是来自加工操作的结果越精确,需要较少的劳动强度的抛光来产生所需的精加工。在延长的时间段内提供准确结果的工具解决了部件尺寸和表面光洁度问题。
切割系统
然而,高性能工具不能在真空中操作。理想情况下,它们是包括机床,夹具和工件夹紧设备以及编程软件的系统的一部分。
与刀具成本和性能的考虑类似,对高级机床的投资在加工一致性方面有所回报。可靠地实现在现代模具制造中通常使用廉价级机床的公差是困难的,如果不是不可能的话。花费在试图满足所需尺寸或返工缺陷零件上的时间和金钱超过了顶级机床的较高初始成本。整体机器刚性和精确的无间隙轴产生真正的刀具路径,并保护工具本身免受振动损坏。高质量的工装夹具和工件夹具具有相似的用途。
使用适当的先进加工软件还有助于延长刀具寿命和效率。一个选择不当的CAM程序会破坏甚至最先进的工具。例如,重要的是在整个操作中对保持推荐的芯片厚度的切割参数进行编程。当切屑太薄时,工具摩擦工件并产生热量,从而导致快速的边缘磨损。另一方面,太厚的切屑将使切削刃过载,并导致切屑或切屑断裂。
先进的软件使模具制造商能够利用新的切削策略,如硬铣削,采用较小的工具,轻,快速切割。许多商店设置机器以粗糙化处于未硬化状态的部件,将部件通过热处理,然后再次设置以用于精加工。用于硬铣削的刀具和编程软件的进展现在允许在一个设置中对硬化部件进行粗加工和精加工,消除了在硬化之前在加工的初始设置中花费的时间和精力。
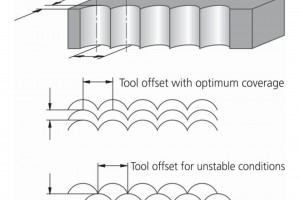
优化粗加工是另一种基于软件的策略,可提高生产率,同时延长刀具寿命。优化的粗加工刀具路径算法实时控制刀具接合。刀具路径通常将大的轴向切削深度与小的径向切削深度,每齿高进给量以及缩短切削时间并提高金属去除率的高切削速度结合。除了提供更大的生产量,先进的粗加工策略具有平滑的切削路径,而无需快速改变方向或切削参数,减少刀具负载,显着提高刀具寿命。
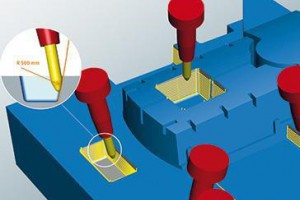
关于加工系统的切削刀具技术元件,切削刀具供应商不断地开发新的刀具几何形状,基底和涂层,例如用于硬铣削的端铣刀,其特征在于涂层可以提供50%的切削刃寿命,同时最少地增加切削刀具成本。模具本身的制造公差越来越紧。为了更好地支持更严格的公差的铣削,一些端铣刀公差从
半径上的10微米提高 到5微米。新的刀具几何形状,基材和涂层,结合先进的软件和长距离,短径工具,使商店能够加工小型细节,否则需要EDM。
实际上,切削工具的进步与模具制造商本身的模具制造商的客户一样多。多年前,模腔之间0.001英寸的不匹配基本上是无关紧要的。今天,在硅注塑模具中小到0.0002英寸的间隙将产生闪光。因此,模具部件必须被加工到更加可接受的更严格的公差。越来越严格的模具规格驱动对切削刀具的需求,提供长的,一致的寿命,并使模具制造商能够在更长的时间内实现和保持关键尺寸。
为了保持竞争力,每个商店都必须不断地寻找新的技术和策略,衡量相对于商店特定业务的先进产品和想法的价值。制造商必须继续创新或留下。模具制造商应该意识到并充分利用切削刀具,机床和软件供应商可用的产品和应用资源。
提高制造生产率和北美经济的实力,促使一些模具合同从亚洲回归,或使北美商店最初赢得合同。新的模具制造竞争力的主要原因是工具,机器和软件的组合,使商店能够运行无人管理或最小化的操作,并克服海外供应商的劳动力成本优势