多刃切削刀具可以优化需要极小径向接合(通常小于10%)的铣削操作的材料切削速率。图片由Iscar提供。
可变间距/螺旋立铣刀使更粗糙的切削参数可用于粗铣过程。图片由Iscar提供。
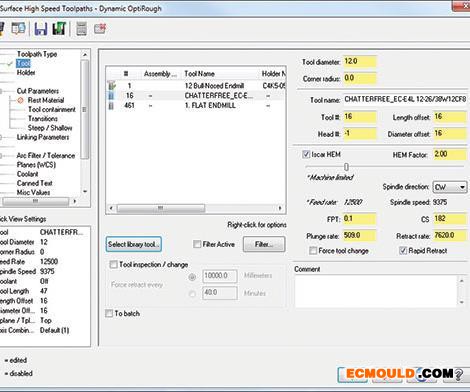
滑块功能为程序员提供了快速,简单的方法来计算高速粗铣过程的正确切削参数。图片由Mastercam提供。
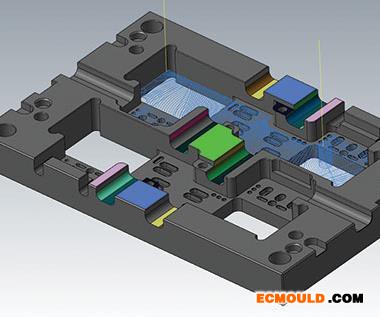
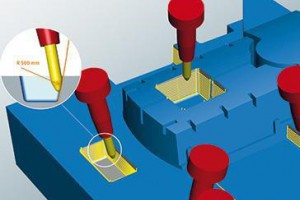
许多CAM系统创建用于精确控制工具运动的工具路径,如这里所示的工具路径,其保持对切割工具的径向接合的恒定控制。图片由Mastercam提供。
通常,我们对于一些新东西的炒作非常关注,我们忽视了已经存在和真正起作用的价值。这在最近使用整体硬质合金立铣刀用于粗铣应用中的高速铣削时尤其如此。而不是为模具制造商展示刀具技术的“新”,让我们看看已经是“工作”的东西。
模具制造界对于使用整体硬质合金立铣刀的高速铣削并不陌生。自从最具冒险性和技术驱动的模具制造商开始使用高速,硬铣削技术用于芯部和腔体精加工应用(大多使用球磨机)已经近二十年了。许多模具制造商开始投资于具有能够达到20,000rpm(或更高)的主轴的高速铣床,目的是仅将这些机器用于精加工操作。粗磨操作将在另一个更适合的铣床(例如具有更大功率的铣床)上并且在材料硬化/消除应力之前进行。
这种在一台机器上粗加工和在另一台机器上精加工的方法是一个坚实的过程,但它仍然存在一个问题:“我们可以在同一台高速机器上粗加工吗?”简单的答案是肯定的。然而,为了在粗加工阶段期间的金属去除方面的生产需要不同的方法。
优化金属去除
为了优化低功率高速铣床上的金属切削速度,需要强调切削参数和要使用的刀具路径。有时,切削工具将完全不同并且被设计成利用切削策略和/或被加工的材料。
剪切参数。速度,进给,深度和切割宽度的根本调整都是优化高速粗加工的必要考虑因素。用这种方法,切削工具的径向接合是有限的,所以速度可(通常为最大主轴速度)增加。对于给定材料,使用范围为正常操作速度的2至5倍的主轴转速的情况并不罕见。在许多情况下,主轴转速受到机器可以跟上的总进给速度的限制。铣床例如加速和减速进给速率以确保精度和/或优化粗铣操作。可能达到机床不能进给的速度更快的点,并且不能达到编程的进给速率。如果发生这种情况,则产生的切屑将不够厚,不能将热量带离切割区。然后切割中的温度将更高,并且刀具寿命将受到不利影响。
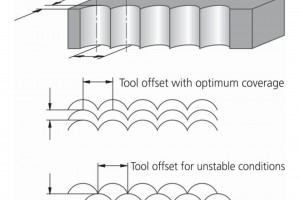
为了适应所施加的轻微径向接合,必须调节进给速率。这种调整是由于径向切屑变薄(RCT),并且它发生在任何时候小于工具直径的50%啮合。应增加进给速率以达到推荐的切屑厚度,否则刀具寿命将缩短。(如果您操作CNC机械,并且不熟悉RCT,通过互联网搜索主题可以让您沿着正确的方向移动。)
对于高速粗加工,切割宽度通常设置在切削刀具直径的5%和10%之间。这意味着0.50英寸的端铣刀将接合0.025至0.050英寸。此设置也会影响RCT计算。例如,0.50英寸刀具的平均推荐进给速率为每齿约0.002英寸。对于以0.025英寸切割宽度操作的0.50英寸刀具,需要将进给编程为每齿0.0046英寸以适应RCT。当使用这种小径向接合时,RCT对生产率具有很大影响。在这个例子中,该工具的运行速度比应该的慢56%,刀具寿命最有可能受到负面影响。
如果工件几何尺寸允许,切削深度应设置为切削刀具(最多3个立铣刀)的最大可能深度(槽长度)。使用这种方法的轻切削深度将导致非常低的金属去除速率和整体硬质合金立铣刀的利用率差。
CAM工具路径。许多CAM系统已经开发了能够精确控制刀具运动的刀具路径。简单地说,刀具路径保持对切削刀具的径向接合的恒定控制,并且这允许将切削参数增加到最高可能水平(通常由机床和/或工件允许的范围限制),而不会引起灾难性切削刀具故障。将高速方法始终应用于粗加工是非常困难的,无需访问控制接合的现代CAM工具路径。
优化高速粗加工的额外考虑是具有简化必要计算的功能的CAM系统,例如包括滑动条的CAM软件,其动态地填充给定宽度的切割的速度和进给调节。所有的数学运算都是由软件完成的,所以程序员可以快速,轻松地使机器运行起来。
分析方法:速度与功率
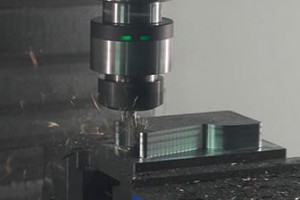
高速铣削很有趣。当看到机器行进这么快(500英寸每分钟或更快),很容易被迷恋和过度使用的方法。然而,当现代编程与传统切削参数(大宽度和切削深度)相结合时,使用整体硬质合金立铣刀的绝大多数粗铣应用更有效。将这种传统方法视为“权力方法”。
用于传统动力方法的同一立铣刀可以有效地用于大多数高速粗加工应用。使用带有五个或更多槽纹的端铣刀进行高速粗加工的趋势,但操作者应该注意:如果机床没有达到编程进给速率,额外的槽纹将对刀具寿命产生负面影响。工件几何形状也起着很大的作用。随着几何形状变得更小/更紧,上述加速和减速功能可以防止机器达到编程进给速率。
使用整体硬质合金立铣刀的常规,高深度和宽度切割方法并不是什么新鲜事。什么是新的是整体硬质合金立铣刀的组成和设计,以及驱动它们的CAM工具路径。如前所述,用于动力方法的整体硬质合金立铣刀在大多数情况下具有与用于高速方法相同的设计。一个很大的区别是,它们将永远是四刃立铣刀。
在电源方法中应采用与应用于粗加工的高速方法相同的CAM工具路径。对于更常规的粗铣策略,这些刀具路径大大未充分利用。对于允许我们执行高速方法的径向接合的相同控制给予我们在更传统的动力方法中更积极的机会。切削参数几乎是几年前的几倍,即使铣削最复杂的几何形状也并不少见。
切削参数可以设置为如同刀具在直线上加工,而不必担心由于旧式刀具路径导致的切屑厚度的变化。在过去,必须减小切削参数以适应意外的工具运动,这可能掩埋工具,尖峰的切屑载荷,并且很可能破坏切削工具。这种减少引起了很多振动。因此,更多的制造商选择使用高速加工方法。在这里,更容易找到一个稳定的加工区域(减少振动),并限制灾难性工具故障。然而,容易不一定是生产性的。
由于较新的CAM刀具路径消除了意外的刀具运动,切削刀具利用率和金属去除可以通过完全接合整体硬质合金立铣刀达到最大化。典型的切削深度设置为2×D(对于大多数标准设计,全宽度),为了实现最大性能,切削宽度设置在切削刀具直径的60%和80%之间。在这些参数下操作可快速显示所使用的整体硬质合金立铣刀的质量。
做出决定
材料去除率(MRR)是决定是使用高速还是功率方法进行粗加工的主要因素。一种快速和简单的接近估计方法是将切割宽度乘以进给速率(英寸/分钟)的切割深度。用于MRR的这个公式将涉及小量的误差,因为它是不考虑在操作期间机床的所有运动/加速度和减速度的线性计算。刀具路径越大,计算越偏离,特别是对于高速方法,因为它涉及更多的刀具路径运动。
这里讨论的刀具路径涉及很多运动,多次移入和移出切割以保持受控接合。这意味着每次通过之间有一些空中时间。刀具路径越大,该“空气因素”越偏离材料去除估计。同样,在高速方法中,空气系数将更大,因为它涉及更多的刀具路径运动。大多数CAM系统具有控制以帮助最小化空气系数,但是这也将偏离金属去除计算。当使用MRR来帮助选择高速对比粗加工的功率方法时,应该记住所有这些因素。
决定的最后一个重要因素是刚性。建议考虑在粗加工过程中使用的各种制造技术(机床,切削刀具组件,夹具,机床附件,如角度头)是否存在刚性问题。建议使用刚性场景下的幂方法和非刚性场景下的速度方法。
无论采用最适合您环境的粗加工方法,您都将需要改变您的编程方式以及您正在使用的切割工具,以获得最佳效果。