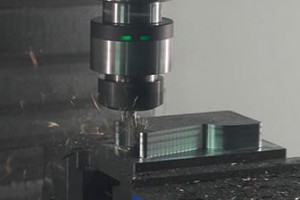
高精度刀夹系统提供精确(真正低TIR)和强大的夹紧力。图片由Rego-Fix和Evden Enterprises提供。
高精度刀架的关键要求是其平衡以防止振动。图片由Rego-Fix提供。

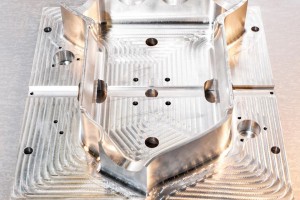
高精度刀夹系统的精度,振动阻尼,强度和刚度相结合,提高了生产率。图片由Rego-Fix提供。
以前下一个当涉及工具夹持系统时,总指示器跳动(TIR)的3微米或更小是被击打的数量。如果正确清洁和组装(见第18页侧边栏),那些具有“高精度”特性的组件将提供3至5微米范围内的组装TIR。然而,真正赢得工具夹持系统的是,它们的可信性是能够在多年的服务中重复保持低TIR,同时提供振动阻尼,强度和刚度。
这些质量对模具制造商很重要,因为刀架的精度,振动阻尼,强度和刚度直接影响工件精度和表面光洁度质量。它还影响切削刀具的寿命和加工过程本身。
系统评估
当今的高精度刀夹系统包括夹头式,液压,收缩配合和机械/压配合的品种。通常,商店将使用混合的系统用于不同的目的。例如,它们可以使用一种类型用于粗加工,另一种用于精加工或运行较小直径的工具。虽然每种系统类型都提供了诸如快速换刀的能力,适应更小尺寸工具的能力以及减少工具库存的需要,但是商店选择的选择或选择通常归结为个人偏好。
然而,高精度刀夹系统的制造商建议不同的推理线。他们中的许多人认为,使用多个系统的商店这样做是因为他们不能从它们的单个最优选的系统获得最大的性能。当工具问题出现时,这些商店将诉诸于使用他们熟悉和舒适的工具。
相反,这些OEM厂商认为,这些商店应该通过简单地修改它们的使用方式来确定问题是否可以通过他们投资的首选系统来解决。这可以包括例如改变参数以完全经历改进,例如,形成高速粗加工而不是粗加工。
不幸的是,在特定工具系统中最大化或调整以使其在其全部潜能运行可能需要时间,许多商店仅仅不能用于该过程。然而,那些商店无法理解的是,他们的高端,高生产率机床也可以在其最大潜力下良好运行,因为刀具夹持系统在特定的加工操作期间保持。
在大多数情况下,高精度刀夹系统将允许车间不仅提高速度,进给量和金属去除率,而且还由于改进的TIR,阻尼和刚度而增加刀具寿命。然而,每家商店必须确定自己在这些条件方面的特定平衡。有些人愿意提高他们的材料去除率,即使刀具寿命将受损,而其他人会选择更长的刀具寿命,特别是对于长期运行的模具精加工操作。(应当注意,实现这种优化通常需要工具应用专家的专家帮助。)
如前所述,对于模具制造者最重要的特定刀夹系统的特性是精度,振动控制以及强度和刚度的水平,因为这三者直接影响工件的精度和其表面光洁度的质量。
准确性。在评估刀夹系统时,商店必须注意关键词“组装的TIR”。这意味着刀具制造商测量整个系统及其所有部件(包括刀架,夹头(如适用)和切削刀具)的TIR组装。
许多模具制造商可以在亚微米公差范围内生产所有单独的系统组件,但是当一起工作时,这些组件仍然无法保持3微米或更好的TIR。此外,当制造商生产高精度刀夹系统时,它在若干假设下进行; 两个更关键的是所需的机床主轴和切削刀具与所生产的刀夹系统一样精确。
特别是对于直径较小的刀具,3微米或更小的可重复TIR基本上是刀具夹持系统的强制性要求,但实现这种精度水平取决于OEM的制造操作。它要求刀架制造商在亚微米范围内加工系统及其部件。
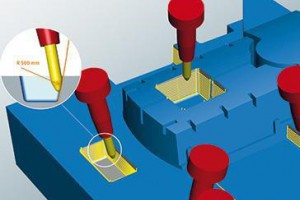
在实验室环境中,模具系统研究人员发现,典型的CAT-40机床主轴凹座的平均跳动量为0.00005英寸或更小,虽然这是非常低的,但是TIR可以从主轴面仅2.0英寸处增长到0.00015英寸。添加一个具有3微米TIR的刀架和一个具有几微米微米跳动的刀具,并且刀具末端偏移(在完全最坏的情况下)可以跳到6或7微米左右。这里真正令人惊讶的是,所有的部件单独地将在制造规格和公差内。
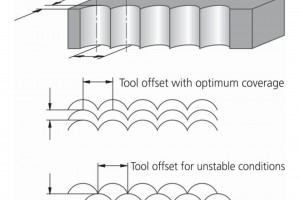
振动控制。模具制造商需要一个工具夹持系统,它将提供超细的表面处理,以减少台架,并确保最长的切割器寿命。这可以通过有效地抑制振动的保持器来实现,这就是为什么高精度刀架的关键要求是其被平衡以防止振动的原因。
大多数高精度刀架是高速/工厂平衡的,使得客户不必在每次准备使用切削工具时使用平衡系统。一些工具系统甚至超出了工厂标准,并允许通过添加平衡环来进行更精细的平衡,所述平衡环根据具体应用来调整切削工具。
其他系统在保持器的外侧使用可以调节以平衡保持器的固定螺钉。然而,如果振动导致螺杆在操作过程中松动,则保持器立即失去平衡,并且存在螺杆变成飞行器绕机器内部飞行的风险。
除了精细平衡之外,系统的振动阻尼是关键的。与单组件夹具系统(收缩配合)不同,高精度机械/压配系统通过其组装部件均由不同材料(包括夹头,夹持器和切割器)制造而减少振动。正是这种材料混合物打破了通过切割金属以产生阻尼振动所产生的共振频率。
强度和刚度。不是所有的高精度刀夹系统都提供高强度和高刚性,以牢固地保持工具并防止它们偏转。一些表现出极低TIR的系统在大多数情况下设计用于轻度至适度的切割载荷,例如典型的精加工操作。这种系统在保持功率的牺牲下获得高精度。
另一方面,诸如机械压配合的系统不仅提供3微米TIR,而且提供高的夹紧强度和刚性,这允许系统更积极地移动材料以进行材料去除。还可提供各种抗拉设计,用于更加侵蚀性的应用,如高进给粗加工。
只有真正先进的高端,高精度刀具夹持系统才能在精度(真正低的TIR)和强大的夹紧力之间提供可行的平衡。在这些系统中,精度,振动阻尼以及强度和刚度结合在一起,使得模具车间能够提高生产率和提高竞争力。
八个简单的提示更好的主轴和Toololder卫生
作者:Nicholas J. Korfias
Rego-Fix顾问
以下是用于维护刀架/机床主轴接口精度和完整性的八个简单提示:
1.使用油溶性清洁剂清洁每个作业后的刀架和主轴。今天的合成和半合成冷却剂可能留下表面粘性,导致碎片和其他污染物容易粘附到它们上。刀架应完全拆卸和清洁,并且机器主轴应在清洁和目视检查后再投入使用。
2.作为每个作业后发生的整个机器故障例程的一部分,清洁主轴。
3.使用无尘布或带有透光油的纸巾和手动擦拭工具清洁主轴插座表面。大多数手动擦拭工具具有设置成与机床主轴(CAT,BT,HSK和其他)的角度匹配的螺旋清洁刀片。一旦表面被清洁,喷涂一层透光油以防止生锈。
4.每季度检查机床主轴的牵引力。这种做法应被用作预防性维护程序,记录和跟踪结果。拉力从四分之一到下一个的任何突然下降可以指示主轴系统的潜在问题,并且早期检测可以帮助防止灾难性故障。
5.尽可能地管理刀架维护。当作业完成并且工具返回到婴儿床时,切割器和保持器应该被完全拆卸,所有部件被手动清洁或者在超声波系统中清洁,然后重新组装。超声波清洗系统快速有效地清洁刀夹锥体,夹头腔,刀柄螺母,夹头和所有其他较小的子组件夹具部件。
6.通过使用旋转锥形刷的自动电刷擦拭系统运行显示磨损的视觉痕迹的刀夹锥度。在这样做后,固定器应该在超声波清洗系统中清洗,擦拭干净并喷上一层透光油。
7.目视检查已清洁的任何主轴和刀架的表面。他们应该没有任何缺陷。如果在主轴接口表面发现严重损坏,可能需要专业人员重新磨削主轴锥形插座。损坏的刀架或机床主轴表面脏污或未修复,将会损坏其他刀具和机床主轴配合表面。
8.存储干净的工具,以避免在从工具架或工具车移动到机床时发生任何再污染。工具存放时可能会发生表面锈蚀,因此应始终用一层透光油喷涂。仅将清洁的刀架装入机床主轴和自动换刀(ATC)系统。再次,脏的或损坏的刀架表面可以容易地将缺陷传送到其他刀架和机床主轴表面。