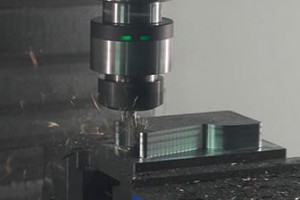
模具制造商在寻求提高铝模具的加工中的切削工具性能所面临的挑战之一是颤动或振动。图片由RobbJack Corp.提供
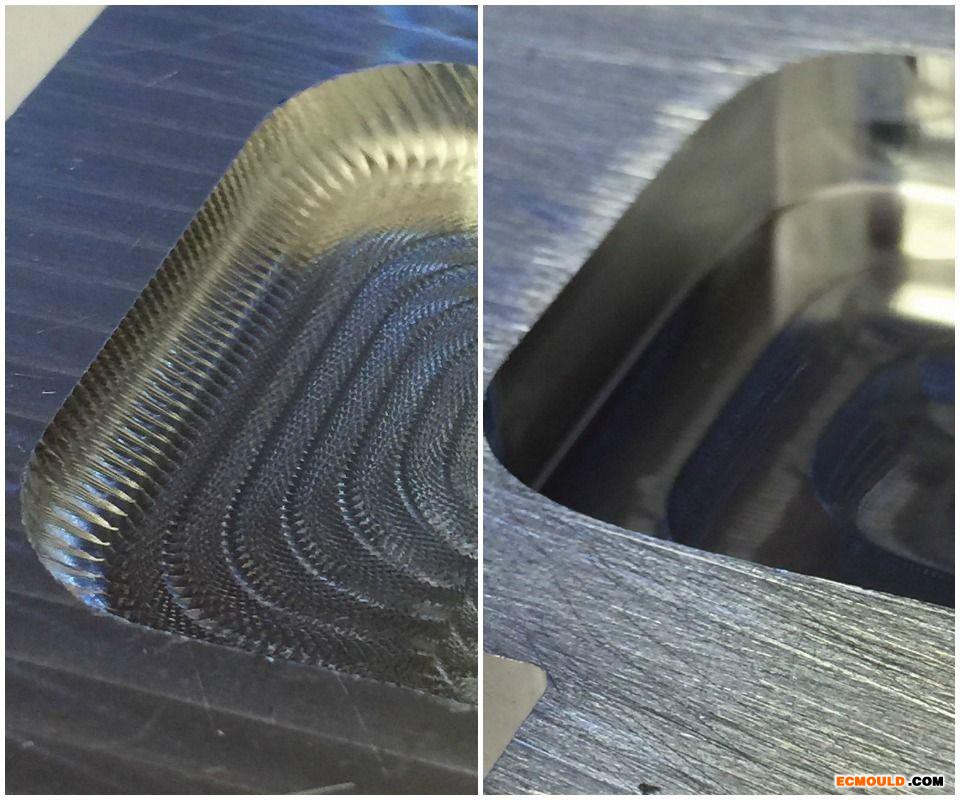
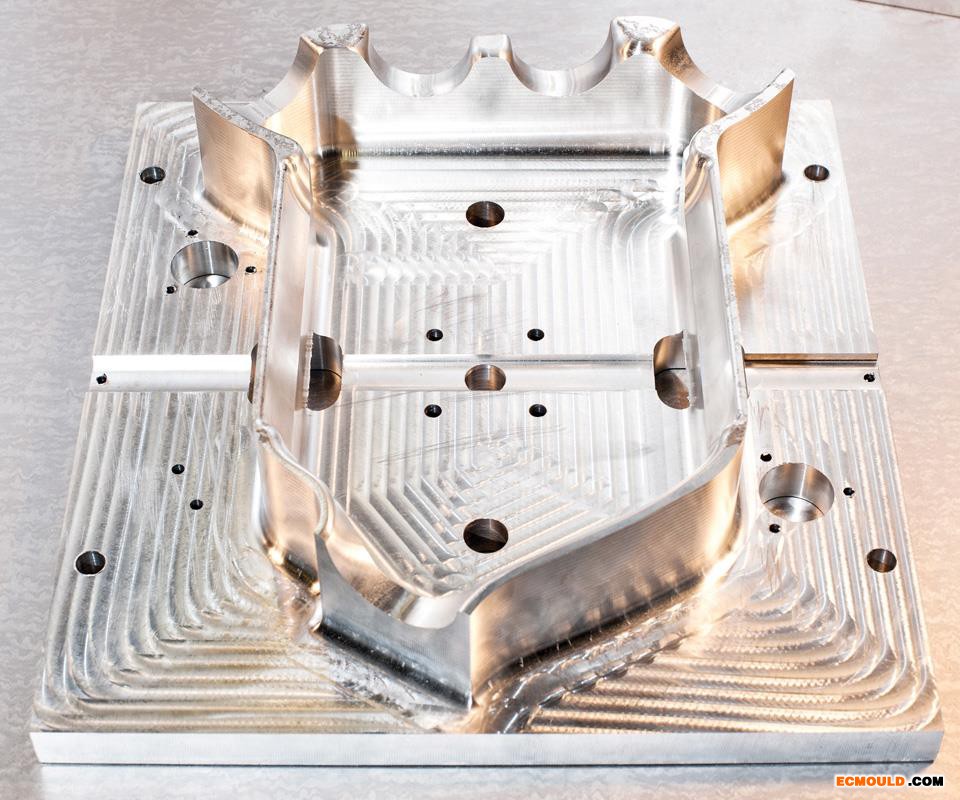
在左边的铝部分上的差的光洁度是由颤动和振动引起的。一个镜像边缘几何刀具设计,以使齿通频率匹配零件频率在任何速度下消除所有的振动,给右边的铝部分精细的完成。
在具有振动消除几何形状的刀具上,齿通频率始终与零件频率匹配,使模具制造商能够始终如一地运行机器上可用的最大主轴转速,而不会产生颤振或振动。
随着对快速周转的需求的增长,产品生命周期缩短,压缩循环时间减少,铝模具的使用已经扩大,这归功于材料的许多固有的有益特性。这些包括其重量轻,易于加工,导热性和抛光适用性,仅举几例。然而,尽管有这些好处,但是当寻求改进铝模具的加工中的切削刀具性能时,模具制造者面临挑战。
颤振或振动是在切割铝时产生的最常见的困难。与其他材料相比,在铝中更为普遍的原因是在普通铝加工参数内增加的切割频率。例如,在加工铝时,主轴转速(rpm),啮合角和金属去除速率的参数要大得多。此外,其更轻,更不致密的结构增强了振动,而不是以更硬,更致密的材料的方式衰减。
定义和计算颤振颤振
是当刀具的通频率与主轴和零件的固有频率相互作用时产生的“自激”振动。随着振动增加,其产生的噪声变大,部件表面光洁度变差,机器精度降低,并且锥形开始生锈(抵抗腐蚀或磨损)。二十分钟的非常糟糕的颤动切削已知使一个全新的主轴锥度看起来像它已经生锈在垃圾场30年。颤振不仅不舒服听,而且减少刀具和机床寿命。消除振动可以帮助避免所有这一切。
复杂的公式,硬件和软件的组合可以用于解决颤振问题,但这需要大量的时间和投资。通常,它涉及以数学方式计算正确的切削速度,以使齿通频率匹配零件的固有频率。最终结果是用于每个机器的非常具体的设置,工具“伸出”(从刀具尖端到刀具柄进入刀架的距离)和应用。
例如,在机器“A”上伸出2.5英寸的1/2英寸端铣刀需要21,454rpm的速度以消除颤动。然而,如果工具突出0.050英寸以上,则可能需要18,765rpm的速度以消除颤动。为了给这种情况增加更多的复杂性,一个商店可以有五个具有相同品牌和型号的机器,但是每个机器所需的速度可能不同。对于模具制造商,这种解决颤振问题的方法不是很实用。存在太多的变量,并且被加工的模具经常变化,因此难以将该方法应用于必须被切割的每个工作和部分。
减少颤动的另一种方法是降低切割器速度。然而,这将不利地影响金属去除速率和循环时间。在极端应用中,切割速度可能必须降低到2000rpm以消除颤动,然后加工模具所需的时间可以增加10倍或更多。
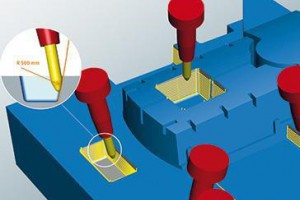
具有较长长径比(L:D)的零件更容易发生振颤,因为当刀具必须从刀架突出得更远时刀具的刚度减小。因为极大的L:D比率在模具中很常见,所以大多数模具制造商争论喋喋不休的问题。一些人将使用不同长度的一系列切割器来深入到部件中。例如,为了获得1/2英寸的切割器以达到3英寸的部分,模具制造商可以首先使用具有1.5英寸伸出的切割器,以便在被认为是良好的去除速率的情况下尽可能多地去除材料,然后移动到具有2.5英寸伸展的切割器,以更保守的速度和进给来移除尽可能多的附加材料,“切割”切割器以保持其稳定。最后,他可能会进来1/2英寸的切割器,并以非常轻微的切割以缓慢的进给速度加工3英寸的总深度。
然而,这个技术有一些问题。首先,需要三个独立的切削刀具来加工模具,从而增加刀具成本。然而,真正的痛苦是感到与部分的完成。因为使用的每个刀具具有不同的刚度,每个表面光洁度产生变化。对于其上表面光洁度最重要的模具,这引起头痛并且需要非常耗时的混合和/或精加工操作。这种多步骤过程也使编程变得复杂。如果模具制造商从一开始就使用长距离工具,这允许机器以能够移动的速度移动,而不产生颤动,则节省了大量的时间并且避免了麻烦。
工具几何可以节拍
特殊的切割几何存在今天,专门设计用于消除颤动,无论应用程序。它们的齿通过频率将总是匹配零件频率,无论主轴是以40,000rpm或2,000rpm旋转。这允许模具制造商始终如一地运行机器上可用的最大主轴转速,而不会产生颤动或振动。这反过来意味着他可以更快地切割材料,而不产生不良的表面光洁度,并且它增加了切割器和主轴的寿命。
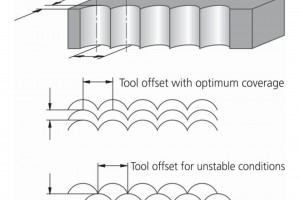
在立铣刀的极限切削刃处的这种振动消除几何形状使得部件的振动和端铣刀的振动匹配频率。事情仍然振动,但它们是一致振动,所以部分和切割边缘在空间中与凹槽切割材料在相同的位置。每个凹槽切割其被编程去除的材料的精确量。当存在颤动时,每个齿在材料上进行不规则的切割,导致在一个槽上的切屑载荷非常重,并且防止随后的槽与该部分接触。刀具的这种不稳定的接合使问题持续并导致自激振颤。
对于具有较长长度直径比的部件,减振几何形状允许使用长工具,但没有典型的问题。例如,它在整个部件上产生一致的表面光洁度,没有产生不同的区域,其中切割器不同地偏转,并且没有表面光洁度从工具到工具的变化。一些在极端L:D比率下切割铝的车间甚至报告了周期时间减少超过1000%,并且它们能够将切削工具的数量从不同长度的五个减少到一个,从而简化和保持一致的表面光洁度。
刀具路径也是减少颤动和不匹配完成的关键。代替使用刀具创建摆动效果的锯齿形刀具路径,建议爬升切削零件。这可以通过恒定的Z水平切割或摆线型切割来实现。如果刀具不从爬升移动到常规切割,压力和偏转保持不变。这就是攀岩刀具路径真正可以帮助的地方。现代CAD / CAM系统可以控制刀具与材料的接合量,并在整个切割过程中保持表面接触恒定,从而简化编程。
简而言之,振动消除刀具几何形状可以通过消除颤动,增加刀具伸出量,以及不需要使用多个刀具或减慢主轴转速来改善铝模加工。添加到更新的刀具路径,使刀具始终沿着向上铣削方向进行切削,并且模具制造商还可以改善铝模具表面。