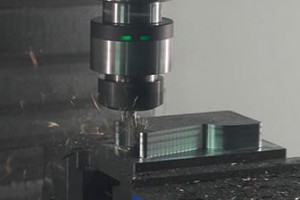
大孔可以使用螺纹铣削加工,例如在此处所示的垂直加工中心。图片由山特维克可乐满提供。
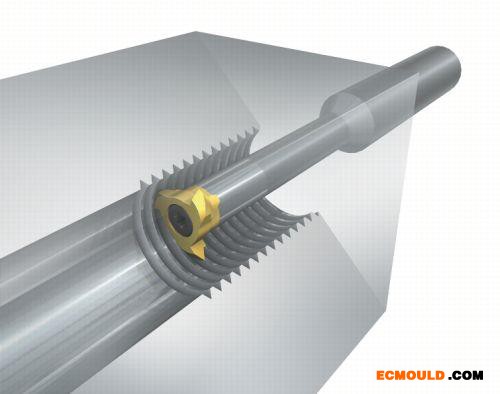
此剖视图显示了螺纹铣刀,刀具和前置式刀片的详细信息。
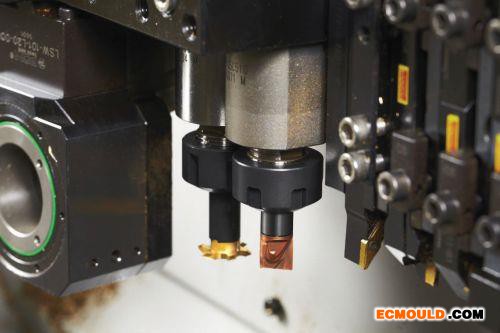
在瑞士/滑动头机中设置螺纹铣床。
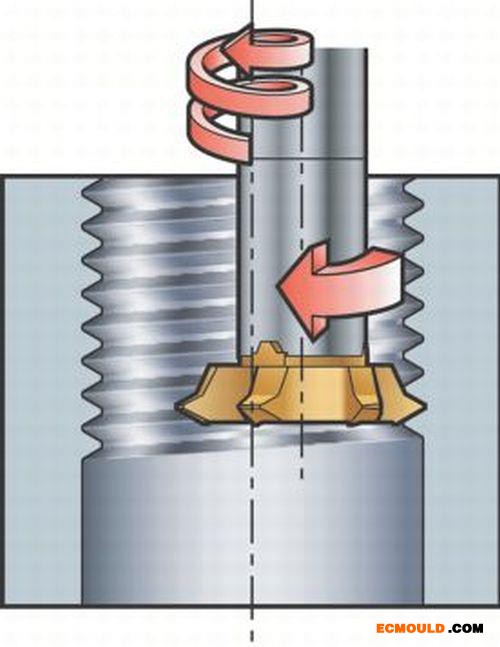
通过改变方向或“向上铣削”螺纹部分,可以在困难的材料中钻出更多数量的孔。该图显示了螺纹铣刀如何可以上铣左旋螺纹。
在许多情况下,通过切割干燥,而不冷却,大大提高了刀具寿命。
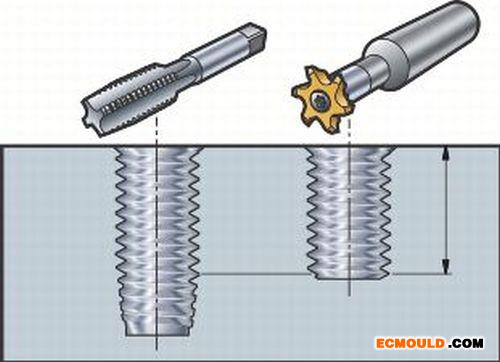
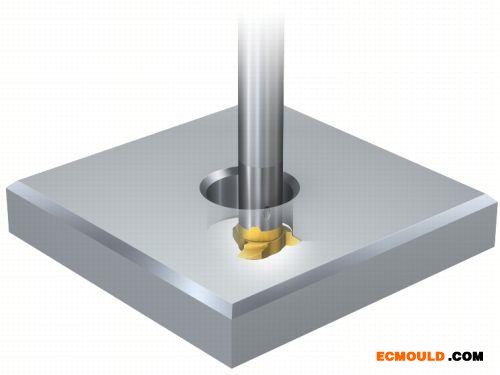
该图显示了靠近盲孔底部的攻丝(左)和螺纹铣削(右)之间的差异。
为了在CNC加工中心上切割一系列螺纹孔,许多模具制造商到达龙头。它们价格便宜,易于编程,性能相当可预测。不幸的是,龙头也有一些缺点,特别是当用于坚韧的材料,如A6或预硬H13工具钢。任何人试图从这些材料中删除一个将证明水龙头容易破碎,一般来说,他们是一个真正的挑战提取。此外,当螺纹孔最终尺寸过小时,挽救它们的唯一方法通常是使用H5或H7尺寸的水龙头和一些冗长的返工的紧急订单。和管螺纹?这是一个完全不同的故事。必须有一个更好的方法。
事实证明,有一个更好的方法。整体硬质合金螺纹铣床可用于加工除最小孔外的所有零件,而可转位螺纹铣刀可覆盖从指状螺纹孔到足够大以吞下婴儿T-Rex的所有部件。螺纹铣刀比攻丝更加灵活(一个简单的补偿是补偿刀具磨损所需要的),并且可以在即使最无畏的攻丝也会燃烧的主轴速度下运行。并且由于它们是由碳化物制成的,它们将持续更长时间,并且比高速钢丝锥更好地处理困难的材料。真的,螺纹铣刀成本更高。一个曾经花费5美元用于商品1 / 4-20水龙头的模具制造商可能会对螺纹铣刀的价格上涨10到20倍的价格感到不满。然而,他或她可以知道,同样的20螺距螺纹铣刀也可以用来切削7 / 16-20和1 / 2-20螺纹,并且可以用较少的主轴扭矩比轻拍的等效尺寸。
做跳跃
如果你是新螺纹铣削,一些应用建议是有序的,以及关于几个基本要求的信息。首先,你需要一台能够进行螺旋插补的机器。如果你现在站在膝盖厂前面,你可能只是恢复正常工作。好消息是,几乎任何数控加工中心,这些天都可以做螺纹铣削舞,这只需要在X和Y轴编程一系列的弧,而同时向下(或向上)在Z轴。对于新手来说,这是螺纹铣削的可怕部分,而且这是一些甚至几个老手都弄错了。
在软材料中,编程螺纹铣刀是相当简单的 - 快速斜坡到螺纹直径,内插360度(不要忘记在Z轴上移动),向中心移动,足以清除工具,并脱离。然而,对于应避免对工具的冲击的模具钢和超合金,建议采用更温和的方法。在这些情况下,工具应该以一系列逐渐变大的弧逐渐螺旋到螺纹的大直径,每90度取螺纹高度的四分之一。在达到360度的圆周然后再进行完整的旋转之前,不能达到完全的切削深度。通过这一切,刀具应该在Z轴(例如1 / 4-20螺纹)上成比例地前进,直线运动为每转0.050英寸。结果是一个干净,完全圆形的螺纹孔,以及由于较低的切削力和减少的振动持续更长时间的工具。
这种进行多次通过的能力是螺纹铣刀提供的另一个很好的优点。如果尺寸和表面光洁度是关键的,则可以使用弹簧通道在第一个完全深度圆完成后进一步清理螺纹。对于特别困难的材料,一个螺纹铣刀可用于粗糙孔,第二个用于完成它。诚然,这需要仔细对准两个工具,但对于要求很高的材料或具有大量螺纹孔的模具,它可能只是可预测的螺纹制造的标签。
如果所有这些相交的弧和螺旋使你的头旋转,不要担心,大多数CAM系统使这种工具路径短工作,或者如果您的机器如此装备,可以使用自定义宏程序。在任一种情况下,螺纹铣削编程的复杂性不应该使任何人远离节省时间并提高零件质量的过程。
打破规则
每一个CNC机械师都应该知道,爬升会提高刀具寿命和表面光洁度。当切割右侧内螺纹时,这意味着将刀具“向下”或进入孔中。但不是那么快。切削测试表明,通过改变方向或“向上铣削”螺纹孔,Inconel 718和其他难以加工的材料中可以穿入多达三倍的孔。另一个令人惊讶的建议是关于切削液 - 在许多情况下,通过操作者关闭泵并切割干燥,使用空气鼓风在必要时将碎屑吹出孔,大大提高了刀具寿命。
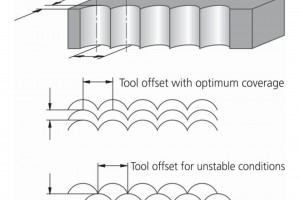
与螺纹铣削相关的另一个考虑因素是进给速率。在典型的螺纹铣削应用中,特别是在1/2英寸和更小的螺纹上,切削器可消耗相对较大百分比的孔直径。这意味着螺纹铣刀的中心线(大多数CNC机床计算联合的点)在插入孔时描述了比其最外边缘小得多的圆,产生比预期快得多的“外围进给速率”。这种现象对于任何铣削应用都是真实的,但是由于较高的加工成本和对与预期螺纹形状的偏差的更大关注而变得与螺纹铣削特别相关。故事的道德是意识到这种现象,并且总是基于工具的直径而不是其中心线来计算编程进给速率。
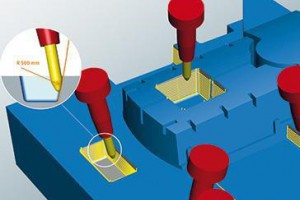
螺纹铣削时应注意的是形状误差的可能性。为了实现最刚性的设置,大多数机械师倾向于使用最大直径的工具。请注意,这可能会导致螺纹形式的错误。例如,当使用直径为21.7毫米的刀具切割30×3毫米的螺纹时,螺纹牙根处的轮廓偏差为0.07毫米(0.0027英寸)。通过使用11.7-mm刀具切割相同的螺纹,偏差减小到仅为0.01mm(0.0004英寸)。因此,建议使用不大于孔尺寸70%的刀具。
这里讨论的一切都涉及内螺纹,但没有人阻止你铣削螺纹的凸台或其他外部特征。你基本上会遵循相同的程序,但反过来,有几个进给和速度调整。这只是螺纹铣削多功能性的另一个例子 - 这种工艺减少了刀具库存,避免了由于断裂的攻丝而带来的痛苦的返工,并产生更好的螺纹。如果您正在寻求降低模具制造操作的成本,请尝试螺纹铣削