可转位刀具为每个刀片提供多个可用的刀刃,与一次使用后必须重新磨锐或丢弃的实心刀具不同。这里显示的DTB(双面按钮)刀具为每个插入提供10-12个可用边缘。图片由Dapra公司提供

这种双面球头精加工刀(左)每个刀片提供两个指数(用途),双面按钮刀(右)每个刀片提供12个指数。插入成本应除以可用边(索引)的数量,以确定每边成本。
问题:“这把刀具要持续多久?”答案:“你想要多长时间?
在这种情况下回答有问题的问题是公平的,因为它迫使车间通过考虑影响模具加工环境的因素来检查其切削刀具的期望和要求。这些因素包括切削刀具几何形状,涂层,尺寸,品牌,切削深度,切削宽度,每齿进给量,干式或湿式加工,马力消耗和刚度。操纵这些变量可能导致非常不同的结果,所以商店加工成本的方法是关键。
例如,许多商店在选择刀具和刀架时只考虑价格。这种狭窄的视图通常导致非常差的机器效率,这可能导致显着的隐藏成本,包括更长的循环时间,不良的工具寿命,不精确的轮廓公差等。平均模具车间在切削刀具和刀架上的总运营成本可以占2%至4%。如果一家工厂要找到的工具的成本是目前使用的工具的一半,理论上可以将工具成本降低到运营成本的1%至2%。然而,一个更昂贵的工具,可以从机器的部件两倍快的速度将双倍的商店的潜在收入。你喜欢哪种情况?这个问题的答案在现实世界的加工环境中可能很难,而且大多数商店的情况落在两个极端之间。
添加价值
考虑刀具的这三个性能值,以确定加工成本并为车间确定适当的加工解决方案:
1.切割工具使部件通过机器所需的时间。
2.切削刀具寿命,由每个零件的切削刀具数量或每个切削刀具的零件数量定义。
3.使用的切削工具的成本。
正如你所看到的,切削工具的实际成本只是方程中的三个因素之一,所以如果这是唯一考虑的值,车间就忽略了另外两个基本的考虑。为了最大限度地提高生产率,车间需要以最低的切削刀具成本尽可能快地让零件脱离机床,并获得最佳的切削刀具寿命。
在实际应用中将这些关键考虑相互比较需要一些基本的数学(见下图)。例如,每件切削刀具的成本加上车间率除以每小时的零件数量。每个部件的切削工具的成本通常是生产总成本的非常小的一部分。尽管使用更便宜的工具最初看起来对于降低部件成本非常有吸引力,但是常常成本节省仅仅是总成本降低的一小部分。大多数商店的更大的成本节约来自于更快地从部件取出部件。
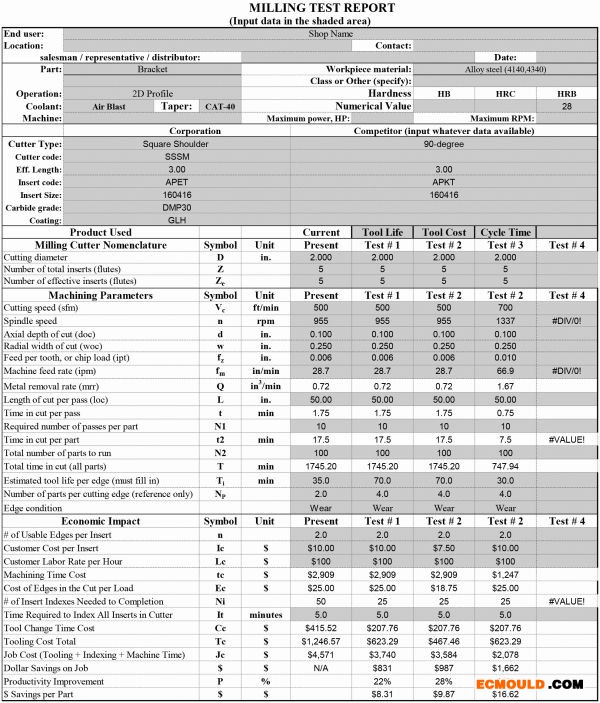
在这个典型的铣削试验报告中,试验1显示了刀具寿命翻倍的增益; 测试2使刀具寿命增加了一倍,刀片成本降低了25%; 和测试3从增加速度和进给,同时保持刀具成本。到目前为止,最大的经济收益表现为由于缩短的循环时间而提高的生产率。然而,每种情况都不同,通过使用更少的操作员来运行更多的机器,但是以更慢的速度/饲料获得的收益更难以量化。
寻找平衡
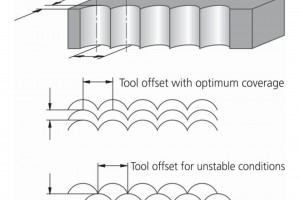
增加输出通常涉及更快地运行切削工具。在铣削金属时,较高的表面尺寸导致切削工具更热地运行,这可以改善材料的可加工性,因为材料更容易地从母材料流动并越过工具流动。然而,这种额外的热量也会降低切削刀具的寿命,因为它会降低刀具的热硬度。这常常导致热裂纹或切削工具变形。目标是在跑得更长和跑得更快之间找到平衡。
这种平衡通常归结于手头的应用和商店的偏好,意味着商店根据其加工原理应用在切割中实现特定分钟数的速度和进给。例如,车间想要最小的循环时间和最大输出,还是强调一致性和无人加工,牺牲加工速度以实现可靠性和更长的刀具寿命?更具体地,一些商店将粗加工工具耐久性定为15分钟。如果工具持续时间较长,它们会增加速度和进给量,直到耐力下降到15分钟范围。这里的理念是尽可能快地将零件从机器中取出。这些商店认为切削刀具成本与车间成本(例如劳动力和机床时间)相比是微不足道的。
其他车间喜欢他们的切削工具尽可能可靠,提供一致性的性能。这是因为他们的机械师不仅仅负责运行一台机器,或者他们在运行商店时有一个更保守的心态。因此,它们的工具以允许无人操作和可能的最长工具寿命的参数运行。这种方法通常用于精益员工和/或夜间运行。这些商店更有可能瞄准30至60分钟的刀具寿命,相应地调整速度和进给以一致地实现这一结果。还有一些人认为,侵蚀性加工很难在机床上工作,因此更喜欢最大化机床主轴寿命。
调整刀具成本
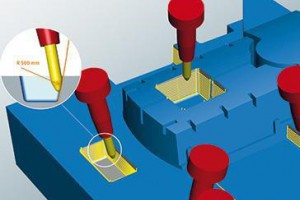
刀具技术的进步,如可转位刀具,已经成为模具粗加工的流行选择,也影响加工成本。随着切削刀具的可转位性,必须考虑与每个刀片旋转相关的成本。商店不能简单地计算每个切削工具的成本。
除了插入件的成本和它们将持续多长时间之外,重要的是考虑每个插入件上的边缘的数量和切削工具中的插入件的数量。提供四个可用边缘的切割工具在每个可用边缘的成本方面提供了在仅提供两个可用边缘的工具上的经济优势,这取决于切割工具的性能能力。类似地,具有四个槽的工具可以实现与具有六个槽的工具相同的金属去除速率(MRR)和工具寿命,这也提供了经济优势。这有时称为每次旋转成本,可以使用以下公式计算:刀具中刀片数量乘以刀片成本除以刀片上可用刀沿数量。
当涉及到切削刀具和加工成本时,有许多变量需要考虑,因此值得花时间进行深入分析,以确定适当的加工方法和每种应用的最合适的切削刀具。