在液压传动中,齿轮泵因其工作可靠、维修要求低、结构简单、成本低廉,而被广泛采用,齿轮泵在各类液压泵中产量最大。但是随着科技的发展,社会生产实践推动齿轮泵向着高压化、高可靠性发展,这就对齿轮泵的设计与制造提出了更高的要求。对设计人员来说,如果在产品设计阶段就能够很直观地了解制造工艺过程,则能够方便地实时优化自己的设计方案。作者以CimatronE为例,阐述工艺设计思路。
CimatronE是当今最优秀的CAD/CAM软件之一,其3D设计工具融合了线框造型、曲面造型和实体造型,允许用户方便地处理获得的数据模型和进行产品的概念设计,CimatronE支持具有高速铣削功能的2.5~5轴铣削加工,基于毛坯残留知识的加工和自动化加工模块,所有这些大大减少了产品设计和加工时间。作者利用CimatronE软件对齿轮泵泵盖加工工艺进行设计、加工仿真,从而对设计和加工工艺过程提出优化方案。
1、泵盖加工工艺分析
如图1所示为泵盖零件图,材料为HT200,毛坯尺寸为170mm×110mm×30mm,大批量生产。
该零件主要由平面、外轮廓以及孔系组成,其中轴承孔φ32H7和销钉孔2×φ6H8 3个内孔的表面粗糙度要求为Ra1.6μm;而φ12H7内孔的表面粗糙度要求为Ra0.8μm;φ32H7内孔表面对面A有垂直度要求,上表面对面A有平行度要求。加工中,以面A定位,提高装夹刚度以满足φ32H7内孔表面的垂直度要求。
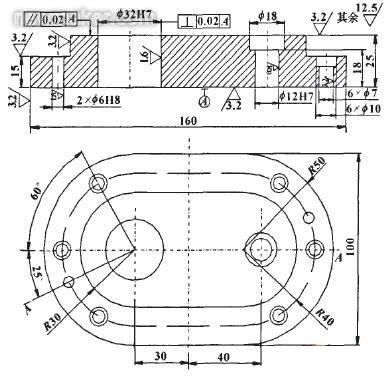
图1 泵盖零件图
该零件毛坯外形比较规则,因此在加工上下表面、台阶面及孔系时。选用平口虎钳夹紧;在铣削外轮廓时,采用“一面两孔”定位方式,即以孔φ32H7和孔φ12H7定位,整个零件在加工中按照基面先行、先面后孔,先粗后精的原则确定加工顺序,外轮廓采用顺铣方式加工,刀具沿切线方向切入与切出。
2、泵盖的CAPP/CAM设计思路及过程
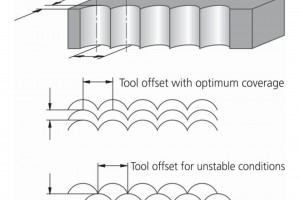
打开CimatronE,根据零件图完成3D建模,输出到加工,根据上文工艺分析的结果,首先用平口虎钳装夹,用2.5轴的“毛坯环切”粗铣台阶面和上、下表面,生成刀具路径。刀具采用螺旋下刀,螺旋圆弧半径设置为10mm,刀具沿切向切入切出。
以底面为定位基准,完成6×φ10、2×φ6H8、φ32H7和φ12H7孔的粗加工,然后以φ32H7和φ12H7两孔定位,以底面为基准完成零件外轮廓的精加工。粗加工结束后,精铣面A,再以面A为精基准,精加工上表面及各孔,这样能够很好地保证φ32H7孔壁的垂直度要求和各孔之间的位置度要求以及上下表面的垂直度。在泵盖零件中,φ32H7和φ12H7两孔与底面的垂直度和相瓦之问的位置度,直接影响齿轮泵吸排油齿轮轴线的平行度,如果误查过火,将使齿轮泵在运行过程中产生振动和噪声。
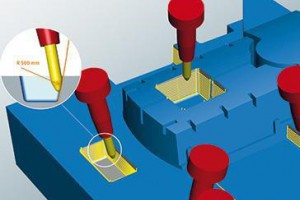
在加工过程中开启“快建走刀干涉检查”和“卡头干涉检查”,防止在设计过程中将某些台阶面的高度设置过高,导致刀具卡头在走刀过程中碰撞零件已加工部分。完成各工艺过程的参数设置后,就可以对后置处理进行适当修改,输出数控加工程序。
3、小结
作者运用CimatronE对齿轮泵泵盖加工工艺进行分析,利用其CAD/CAM集成特点,使加工工艺的分析和设计过程更加直观,加上软件本身的刀路功能和基于毛坯残留知识的加工,使得技术人员在加工工艺的制定过程中,能够更加方便地优化加工方案,同时也可以根据加工方案,对产品的设计方案进行修改,从而可以提高设计效率,降低了新产品开发,试制周期。