CimatronE高效的拆电极功能和模板化编程让企业从设计一个简单的电极到将之编程完毕只需5分钟左右的时间,熟练的工程师1天能完成120个简单电极的设计和编程。而对于复杂的组合电极,编程模板同样适用,相比于不使用编程模板,编程模板能使客户的复杂电极编程效率提升了约40%。
下面是一个简单电极的编程思路,复杂电极的模板也是由这个简单电极的模板变化而来。这个电极共分4个TP,第一刀D8的平刀开粗、铣底座及基准;
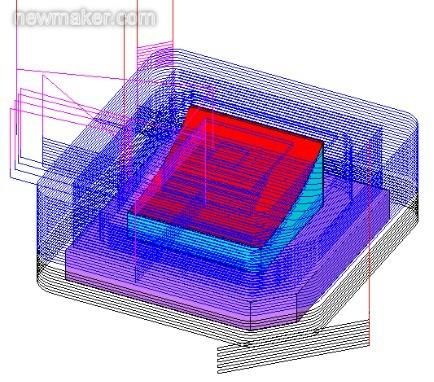
第二刀D8的平刀精修底座和基准;
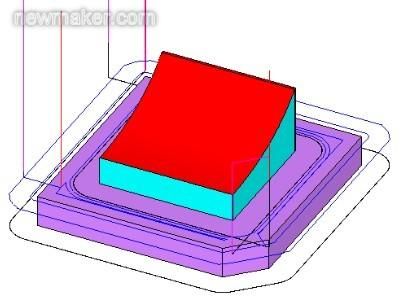
第三刀D4的平刀用层切精修策略作为二次开粗,铣掉曲面上D8平刀的残留毛坯;
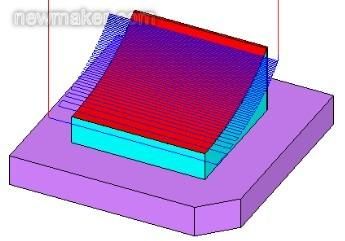
第四刀用R1.5的球刀精修整个曲面;
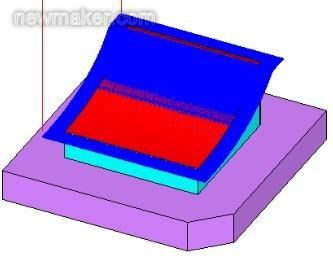
以上四步完成整个电极的编程,即平刀开粗、平刀基准光刀、平刀曲面二次开粗和球刀精修曲面。
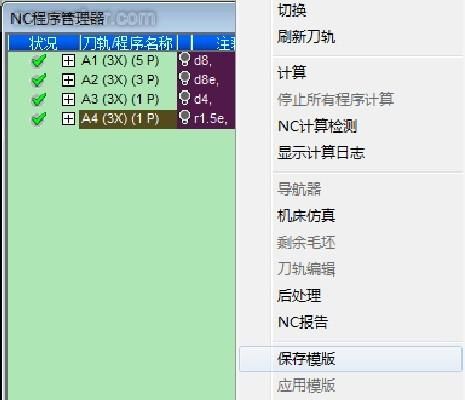
将以上刀路存为编程模板,即可为其他电极调用。(模板的创建本文不再详)述。
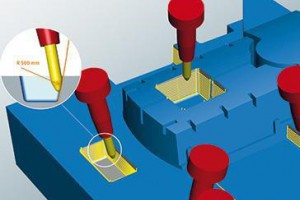
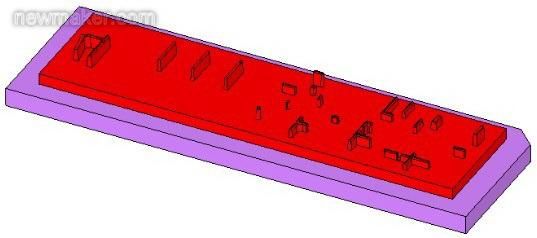
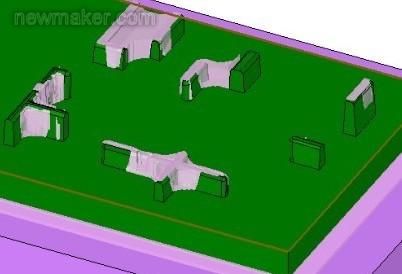
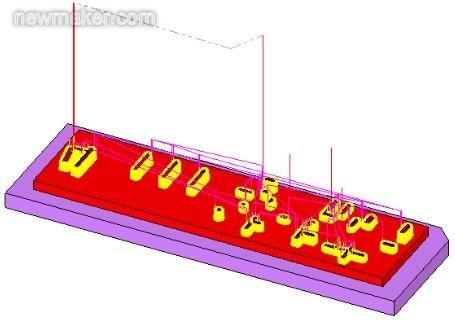
打开一个复杂的组合电极,该电极集合了20处放电部位,形状各异,并设计了台阶底座。
在此,编程时可以套用上述简单电极的编程模板。通过对电极造型的检查,该电极同样可以适合用D8的平刀进行开粗和精修基准,无需更换刀具。因此,直接对模板中的第一、第二条TP进行后台计算。
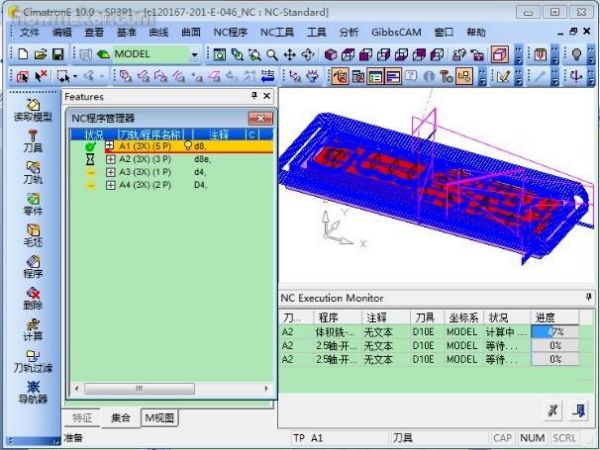
使用后台计算,旨在让编程人员在计算刀路的同时检查后续模板中刀具选用的合理性。
借助CimatronE的快速预览功能可以发现,原模板中D4的平刀二次开粗后,仍然有一些狭窄区域是这把刀具无法进入切削的。

因此必须在D4这把刀二次开粗后加一把D2的刀再进行一次开粗,而这也意味着精修也必须用更小的刀具。
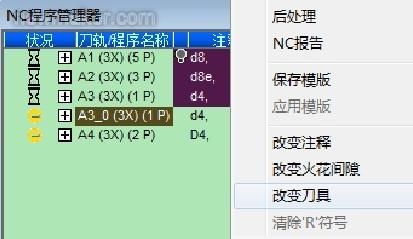
明确思路后,让D4的TP加入后台计算的行列,并同时复制整个D4的TP,将新复制的这一TP修改刀具,一键式将该TP下的所有程序的刀路自动修改为D2。由于刀具库也是包含切削参数的模板,所以刀具被修改的同时,诸如切深、切宽、转速、进给等参数也将自动随之更改,无需手动再干预。
以上TP计算完毕得到如下刀路。
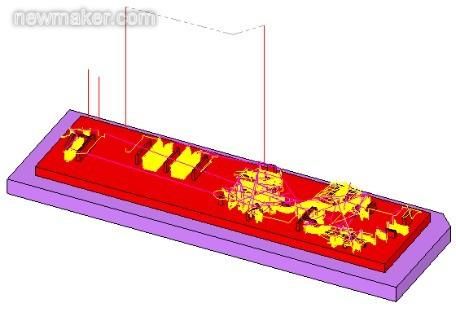
其中D4和D2二次开粗的刀路如下。
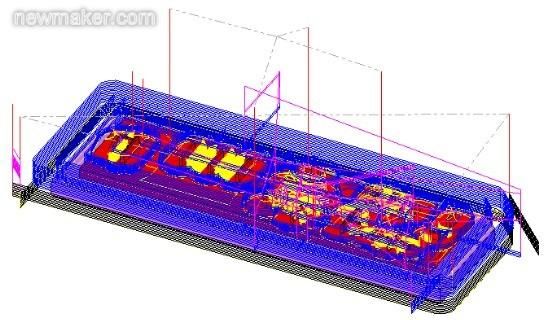
同样的方法复制并修改原模板中精修刀路,最终完成整个电极的编程,精修刀路如下。
完成后,整个编程刀路共8个TP,耗时24min。而未使用模板的情况下,客户针对该电极的编程需要55min,包括手动选择加工面、创建程序、选择刀具、修改参数等等。模板化的编程使得客户该电极的编程效率提升了56%。
综上,即便再复杂的电极,同样适合用模板进行编程,也正因为造型复杂,所以编程效率比简单电极用模板编程提升的空间更大。