然而这种优化的思路,只能建立在一体化的基础上,即几乎只采用一款软件来处理整个模具设计制造过程中的所有技术工作。因为并行工程开始后,前一岗位继续自己未尽的工作时,所生成的工作数据必须不能对下一岗位已开始的工作造成较大的影响。而只有一体化的软件,才能保证内部数据传递的及时、正确并具关联性。
CimatronE就是这样一款能使模具企业完美地执行并行工作的一体化软件。它涵盖了模具设计制造的全过程——从报价计划到设计、工程变更以及数控编程整个过程,提供了完整的集成解决方案。
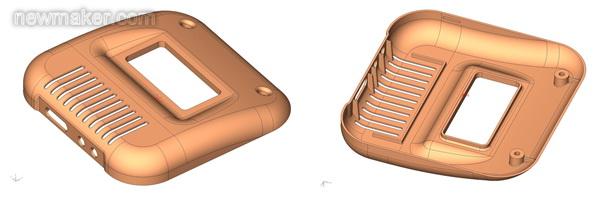
下图是一个塑料产品的3D造型,以此为例,下文开始介绍并行工作在CimatronE型腔模设计制造中的实际应用。在这套模具的设计制造中,我们假定有工程师A和工程师B分别负责对零件进行拆模和模具结构的设计,此外工程师C负责电极的设计和编程,工程师D负责线切割编程。
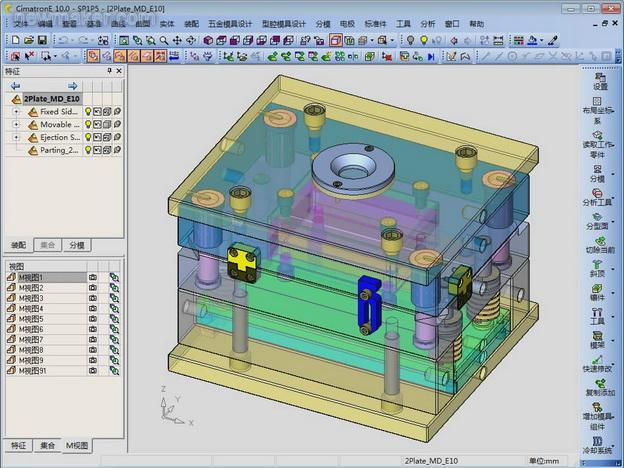
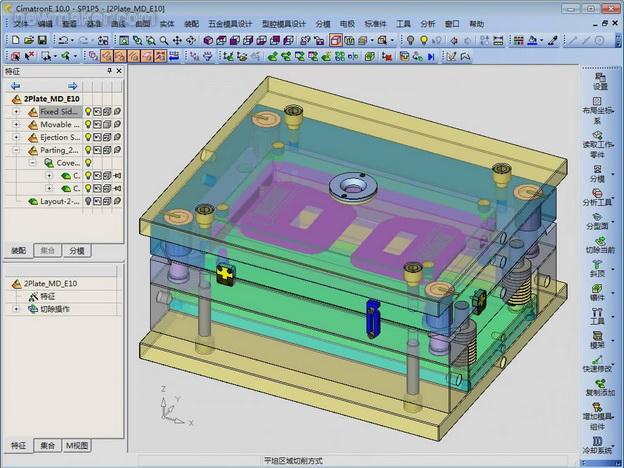
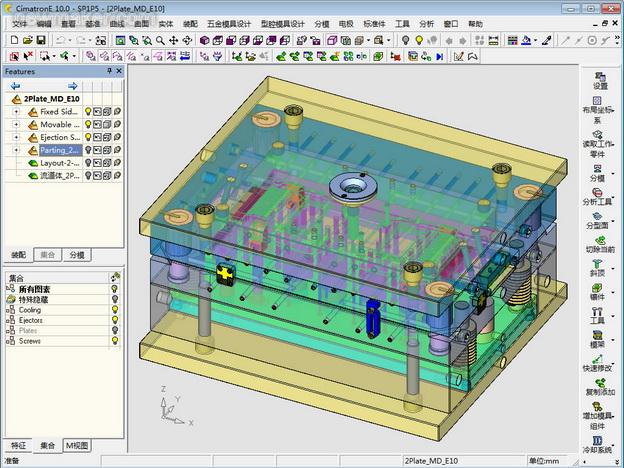
1) 工程师A首先打开一套自定义模架装配,如下图。与从CimatronE模架库中选用合适的品牌模架的方式相比,自定义模架可以预先把更多的零件及零件细节造型创建好。所以自定义模架能为模具后期设计节省数天的添加这些零部件及造型的时间。
3) 同时,分析产品数据也是有必要的,比如是否是一个封闭实体、是否造型自交、是否存在不利于成型的造型等等,这些分析都能通过CimatronE的功能指令一键式实现。
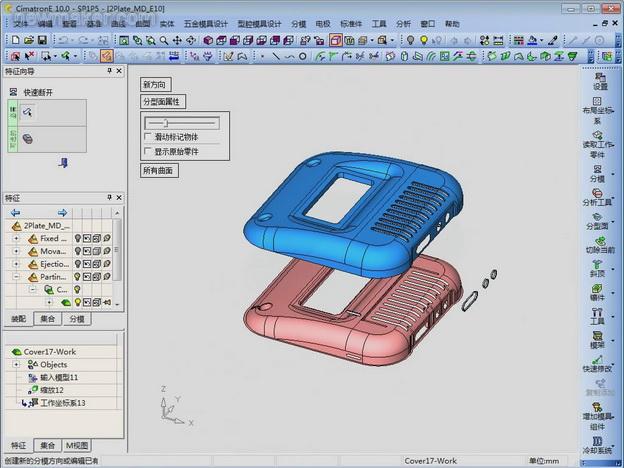
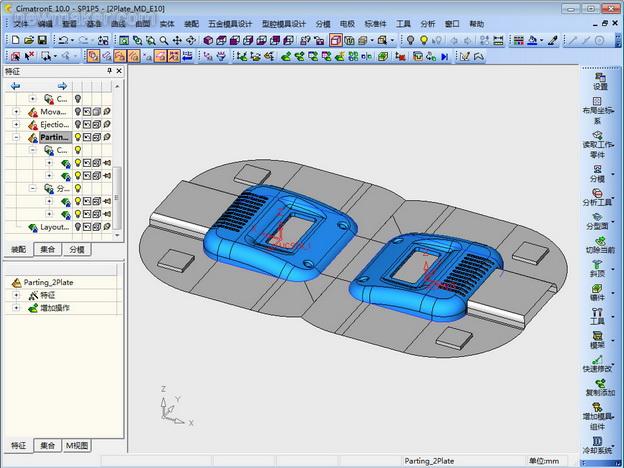
4) 现在开始快速分模。利用CimatronE独特的快速分模工具,几秒钟的时间就将该零件的曲面进行分属,并得到如下图的结果。
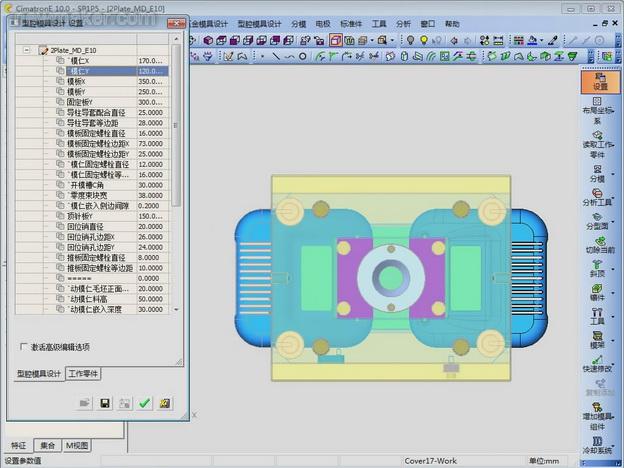
5) 调整模架尺寸。显示模架和产品,我们发现此时的模架尺寸并不合适,显然太小了,见下图。
开始协同模式下的模具设计(工程师A和工程师B)
1) 工程师A首先关闭之前的档案。在浏览器中选取该装配档开启CimatronE协同管理模式。

3) 此时工程师B就可以加入到这个协同模式中,B将自己负责的定模侧、动模侧及顶出侧三个子装配档添加到自己的工作组,也打开主装配开始设计。
现在工程师A和工程师B就同时对这套模具进行各自的设计,A 主要负责对零件进行拆模,而B负责模具结构的设计。在协同管理模式之下,A对自己工作组中负责的档案可进行读写操作,而对工程师B的工作组的工作档案仅为只读操作。对于B也是类似的权限。因此A能随时了解到B的设计状况,但不会干涉B的工作,反之亦然。
4) 工程师A进行分模面的创建。
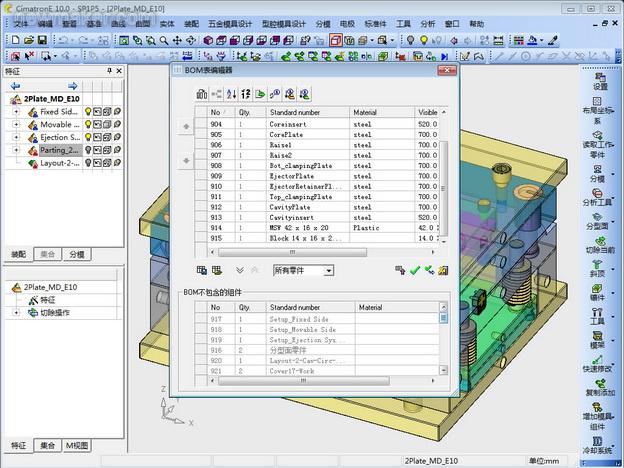
5) 工程师B首先对模架进行备料。使用CimatronE自动出BOM表的功能,将已调整好尺寸的模架中的各块模板备料出去,如下图。此时距项目开始不过几分钟的时间。
开始其他岗位的并行工作(工程师A、工程师B、工程师C和工程师D)
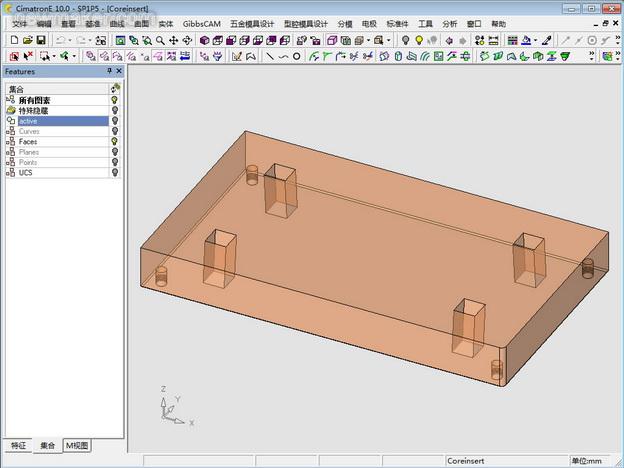
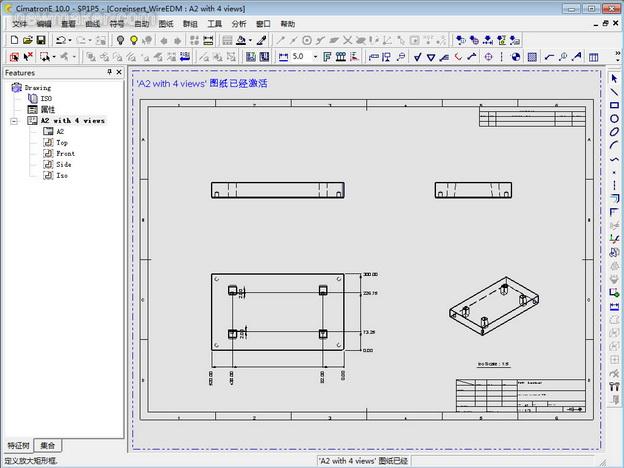
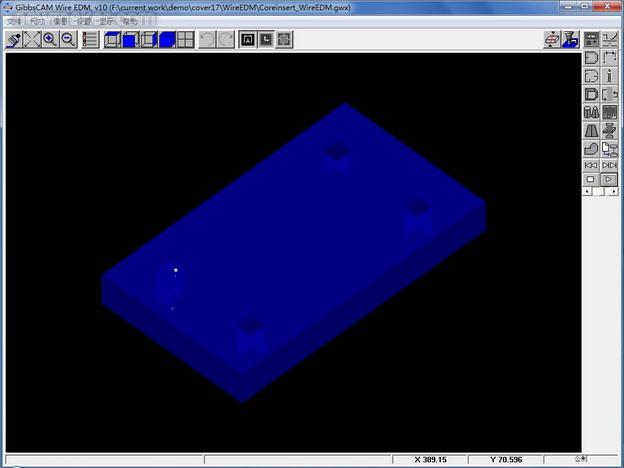
1) 此时模仁、模板上的斜顶孔及斜顶拉杆孔已经创建出来,现在的模仁档即可分发给工程师D进行先期的线割工作,如下图。
7) 以本例的复杂程度,此时工程师A早已把分模面创建完,如下图。
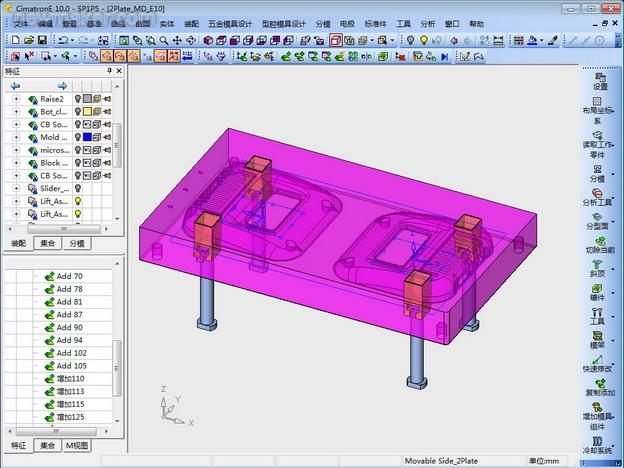
9) 按计划,动模侧、定模侧水路以及顶针的添加都是由B负责的。显然在本例中A负责的分模及流道设计会早早于B之前设计完。那么如果让A完成后等待B完成就会让A无事可做。因此,通过工作组的切换,B将定模侧的档案划给A,A帮B设计定模侧的镶件和水路。这就是并行工作内部的计划调整,同样可以进一步缩短整个项目的周期。
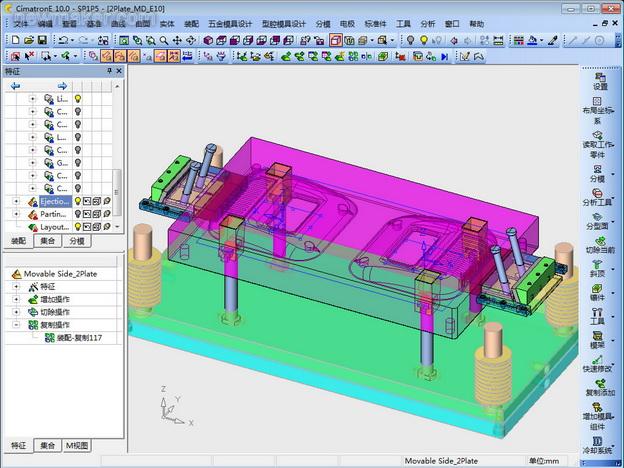
10) 通过这样的调整,A和B能几乎同时完成各自的工作。之后两人退出协同管理模式,由工程师A最后负责整套模具最终完善,这包括公模仁的成型、滑块的成型、斜顶的成型以及顶针的裁剪。因为这些工作既需要使用分模子装配的档案,也需要使用模具零部件的档案,这在协同模式下由于权限的限制是不能同时处理的。最终完成模具如下图。
各岗位的后续独立工作(工程师A、工程师C和工程师D)
1) 工程师A出完整的模具零件采购BOM。
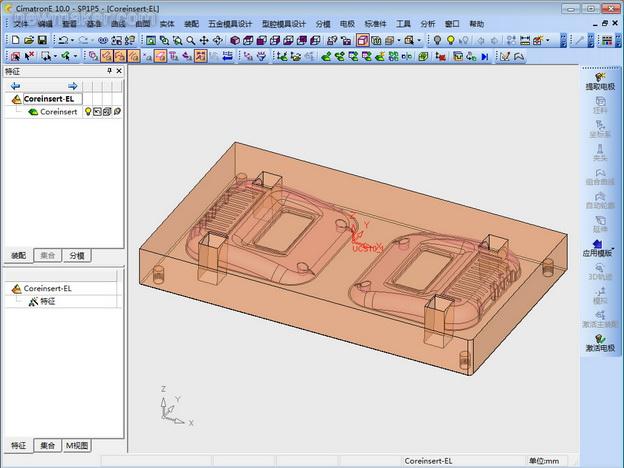
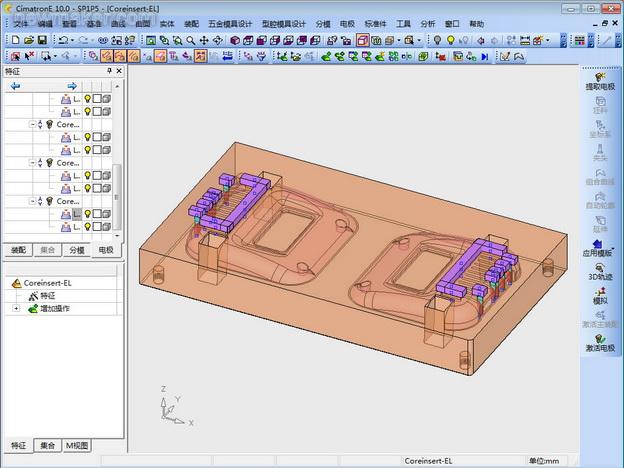
2) 电极设计由于使用的是工程师B的设计原文档,当模具设计完成时,模仁自动会替换成最新的造型,工程师C只需执行一下更新电极的操作,之前设计好的电极就能自动更新。而如果其中造型有改动,则软件会提示设计者。那么手动修改一下就可以了,并继续剩余电极的设计。
3) 与电极设计类似,线割部分也只需更新替换最新的模仁并编写剩余孔位的线割程序即可。
现在一套模具的设计工作就完成了。综上所述,在这样的流程下,备料、电极设计和线割的工作都提前开始运作。其实模仁的编程也一样可以适当提前。下图是传统设计流程与Cimatron一体化并行设计流程的比较,显然Cimatron的设计流程远远优于传统流程。